
ASI Magazine: Real-Time Monitoring vlastností lepidel a tmelů
Monitor v reálném časeoring lepicí a těsnící vlastnosti
Nové nástroje pro inline a výrobní aplikace
Správné nastavení průtokových charakteristik tmelů a termosetových lepidel je klíčové pro jejich výkon ve vysoce automatizovaných a vysokorychlostních produkčních prostředích.
Automatická aplikace tmelů a lepidel například v automobilové výrobě vyžaduje, aby byla aplikována předvídatelná a reprodukovatelná množství a aby správně proudila a zůstala na svém místě během konečného období tuhnutí. V polygrafickém průmyslu se laminace plastových fólií provádí na specializovaných vysokorychlostních strojích, které vyžadují přísnou kontrolu viskozity lepidla. Pryskyřice, které jsou aplikovány na vláknité textilie a rohože pro výrobu kompozitních prepregů, vyžadují přesné stanovení matrice pryskyřice.
Tokové charakteristiky těsnicích hmot a lepidel se tradičně měří pomocí reometru, jemného přesného laboratorního přístroje, který vyžaduje kvalifikovanou obsluhu, aby poskytla přesné a konzistentní výsledky. Měření reometrem jsou časově náročná, omezují jejich použití na pryskyřičné složky před smícháním a v případě pomalu tuhnoucích systémů brzy po smíchání. A konečně, výsledky reometrického testování v laboratoři mají často omezené použití ve výroběoring, protože dávají nahlédnout do minulosti spíše než do současného stavu použitého materiálu.
Viskozimetry založené na vibračních prvcích nabízejí schůdnou alternativu k reometrickým měřením. Poskytují rychlé a konzistentní hodnoty a jsou zvláště vhodné pro vložené instalace. Rezonanční senzory mohou být instalovány přímo do procesních linek nesoucích tmely, lepidla nebo jiné kapaliny a mohou být použity buď ke sledování charakteristik proudící tekutiny, nebo mohou být připojeny k řídicím systémům, které dynamicky upravují charakteristiky toku tekutiny přidáním ředidla nebo jiná aditiva. Taková zpětná kontrola viskozity procesu je dobře známá a osvědčená metoda, například pro udržení přesnosti barev během dlouhých, vysokorychlostních běhů ve flexografických a hlubotiskových závodech. [1]
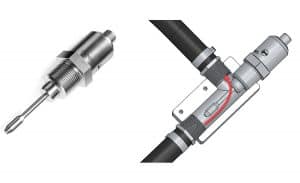
Obrázek 1. Inline viskozimetr (vlevo) a nainstalovaný v adaptéru flowline pro inline aplikace.
Lepidla a tmely nabízejí další výzvu k měření a kontrole viskozity, protože mají vysoce nenewtonské charakteristiky proudění. Newtonovská tekutina vykazuje stejnou viskozitu bez ohledu na rychlost vřetena rotujícího nástroje, například reometru nebo viskozimetru. Nenewtonské kapaliny jsou citlivé na střih-jejich naměřená viskozita závisí na rychlosti vřetena rotačního reometru nebo na vibračních charakteristikách zařízení založeného na mechanickém rezonátoru.
Chování závislé na střihu je zásadní pro většinu lepidel a tmelů. Při nanášení na substrát musí volně proudit, ale musí zůstat na svém místě, dokud nejsou zcela zatuhlé, bez prověšení nebo odkapávání ze spáry. Takové materiály jsou nejen závislé na střihové rychlosti, ale mohou vyžadovat určité množství síly, aby se uvedly do pohybu. Nerušeně se chovají jako pevné látky, ale když jsou jisté výnosový stres jsou překročeny, proudí jako kapaliny. A mohou být časově závislí, popř tixotropní, zbývající tekutina po jejich stříhání a po určité době zotavení se vrátí zpět do pevné formy.
Reometry (a v menší míře rotující viskozimetry) jsou schopné poskytnout celou řadu měření, která mohou zcela charakterizovat chování i složitých nenewtonských tekutin v laboratorním prostředí. Interpretace reometrických dat k předpovědi chování těchto složitých materiálů v reálném světě je náročná a často není snadno použitelná v průmyslových procesech. Na druhou stranu generují senzory spoléhající se na vibrující prvky jediný bod Měření; odečítají zdánlivou viskozitu při jediné hodnotě smykové rychlosti, která je často podstatně vyšší než smykové rychlosti používané v rotačních nástrojích. Z tohoto důvodu se měření prováděná na nenewtonských kapalinách pomocí rezonančních viskozimetrů obvykle neshodují s měřeními z rotačních přístrojů. Navzdory tomuto rozdílu v indikovaných viskozitách mezi dvěma typy přístrojů se vibrační viskozimetry ukázaly jako cenné pro monit.oring a řízení viskozity vysoce nenewtonských kapalin.
Existují dvě oblasti použití, ve kterých jsou díky pohodlí a robustnosti vibrační viskozimetry ideální pro monitoring a kontrola lepidel a tmelů. První je inline viskozita monitoring pro aplikátory. Druhým je cure-monitoring pro dávkové operace, ve kterých je kritické zjistit, kdy se smíšená dávka materiálu blíží ke konci své doby zpracovatelnosti.
Inline měření viskozityoring pro aplikátory
Těsnicí materiály musí během procesu aplikace volně proudit, ale nesmí po aplikaci zcela stékat ani se prohýbat, dokud nejsou zcela vytvrzeny. To vyžaduje, aby účinná viskozita materiálu byla vysoce závislá na smyku, aby měla nízkou viskozitu při vysokých smykových rychlostech, které se vyskytují v linkách obsluhujících aplikátor a v samotné trysce aplikátoru, a vysokou viskozitu nebo dokonce mez kluzu po dávkování .
Navzdory důležitosti tokových charakteristik lepidel a tmelů, zejména v případě vysokorychlostního automatického dávkování a nanášení, je k dispozici jen málo nebo žádné informace o inline instrumentaci, která by byla aplikována na monitorování nebo řízení konzistence lepidla a tmelu.
Rheonics nainstalovala inline viskozimetry SRV do vysokorychlostního laminovacího lisu, ve kterém je nezbytná kontrola viskozity. Obsluha lisu vyzkoušela rotační viskozimetry pro monitoring viskozita lepidla, ale znečištění rotujících částí zaschlým lepidlem znemožňovalo jejich použití. V současné době se pro měření viskozity používají efluxní kelímkyoring, ale ty jsou značně nepřesné a nejedná se o skutečně inline měření. Jejich použití je časově náročné, takže časté měření je nepraktické, a proto umožňuje velké kolísání viskozity, a tedy i tokových charakteristik laminovacího lepidla, než je žádoucí. Problém je u vysokorychlostních laminovacích strojů, protože nanášecí válec obvykle běží v otevřeném žlabu lepidla, ze kterého se rozpouštědlo neustále odpařuje, jak je znázorněno na následujícím obrázku:

Obrázek 2. Zásobník lepidla ve vysokorychlostním laminovacím stroji.
Stejně jako v případě tiskových barev ve flexografických a hlubotiskových strojích toto postupné odpařování postupně zvyšuje viskozitu média, což vyžaduje periodické dávkování rozpouštědla ke stabilizaci média na téměř konstantní viskozitě, což zajišťuje správnou aplikaci během dlouhých, vysokorychlostních běhů.
Vibrační snímače viskozity mají rezonátory, které obvykle pracují na frekvencích od několika stovek hertzů až po desítky kilohertzů, v závislosti na konkrétním principu činnosti. I když není možné určit skutečnou rychlost smyku, rozsah smykových rychlostí je vysoký, rovná se nebo překračuje hodnoty zjištěné v dávkovacím zařízení. Z tohoto důvodu jsou pro monit užitečné snímače vibrační viskozityoring konzistenci lepidla a jak bude působit během operace dávkování.
Vibrační viskozimetry pracují na principu měření tlumení vibrací indukovaných v mechanickém rezonátoru ponořeném do kapaliny. Rezonátory používané ve vibračních viskozimetrech spadají do dvou obecných kategorií, na ty, které vibrují příčně, jako jsou ladičky a konzolové nosníky, a na ty, které vibrují torzně. Torzní rezonátory jsou zvláště výhodné pro měření vyšších viskozit, se kterými se často setkáváme u tmelů a lepidel, protože příčné vibrace mají tendenci být silněji tlumeny kapalinami s vysokou viskozitou. Torzní rezonátory také bývají méně citlivé na svou blízkost ke stěnám potrubí a jiných nádob, díky čemuž jsou možnosti instalace flexibilnější. Když mají být viskozity měřeny inline s aplikačním systémem, může být výhodná mechanická kompaktnost, protože průtoková potrubí mají často malý průměr s relativně nízkými průtoky ve srovnání s jinými procesními aplikacemi. Vzhledem k tomu, že vibrační senzory mají tendenci produkovat reakční síly ve své montáži, které mohou ovlivnit jejich citlivost, senzory, které jsou vibračně vyvážené, jsou zvláště bez vlivů prostředí, které ovlivňují nevyvážené rezonátory. Rheonics Řadový viskozimetr SRV je založen na tomto patentovaném torzně vyváženém rezonátoru. [2]
Monitoring stupeň vytvrzení u dávkově míchaných lepidel
Další důležitou oblastí zájmu o lepidlo je monitoring stupně vytvrzení lepidel a pryskyřic. To je důležité v adhezivních aplikacích pro určení, zda konkrétní šarže materiálu dosáhla nezbytných mechanických vlastností, spíše než se spoléhat pouze na specifikace výrobce a úpravu procesních parametrů. Při lisovacích operacích je důležité určit, kdy je bezpečné vyjmout vytvrzený díl z formy, a při výrobě kompozitu určit, kdy je laminovaný díl plně vytvrzený.
Pro monit bylo publikováno mnoho metodoring stupně vytvrzení, ale většinou se spoléhají na nepřímá měření, jako jsou elektrické nebo optické charakteristiky, spíše než na přímé měření mechanických vlastností. Experimentální ultrazvukové metody jsou dostupné, ale ty bývají omezeny na velmi malé vzorky v přísně kontrolovaných podmínkách, protože útlum ultrazvukových vln může být během vytvrzování poměrně velký[3]. Ultrazvuková měření se také obvykle provádějí v rozsahu megahertzových frekvencí, což u nenewtonských materiálů nemusí odrážet jejich chování při rychlostech deformace blíže těm, které se vyskytují v jejich aplikacích v reálném světě.
Zařízení, Rheonics CureTrack™, je v současné době testován Rheonics GmbH. Předpovídá gelovatění v šaržích předem namíchaných lepidel a tmelů. Obr. 2 níže ukazuje přístroj CureTrack s jeho použitím v laboratorním testu.

Obrázek 3. Nástroj CureTrack s detailním zkumavkou na vzorky a špičkou jehly
Zařízení CureTrack je založeno na a Rheonics Snímač viskozity SRV s Luerovým kuželem na špičce umožňující připojení konvenční jednorázové dávkovací jehly k prodloužení jejího citlivého prvku. Při použití jednorázového nástavce není samotný senzor vystaven lepidlu; jehlu lze jednoduše oddělit a zlikvidovat spolu s gelovým nebo ztvrdlým materiálem.
CureTrack vydává dvě čísla: tlumení a frekvenci rezonátoru nástroje. Tlumení je závislé na viskozitě materiálu, zatímco frekvence závisí na jeho tuhosti. Výstup CureTrack proto poskytuje přehled viskoelastického chování materiálu při jeho procesech gelace a vytvrzování.
Obr. 3 a 4 ukazují vytvrzovací křivky dvou různých epoxidových systémů, jak je zaznamenal CureTrack. Prvním je spotřební epoxidové lepidlo s tiolovým tužidlem, Pacer Technology PT39 Z-Poxy 30 Minute Epoxy. Udává se, že doba vytvrzování je 30 minut, a běžně se prodává v hobby obchodech pro stavbu modelů. Druhým je pryskyřice Axson Epolam 2017 s tužidlem Epolam 2018, systém vytvrzující aminy používaný pro laminované kompozity za mokra. Jmenovitá doba gelace je 6 hodin při hmotnostním poměru pryskyřice/tvrdidla 100: 30 při 23 ° C v procesu laminace, při kterém velká plocha povrchu omezuje exotermické zahřívání a zrychlení procesu vytvrzování
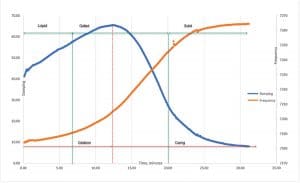
Obrázek 4. Křivky vytvrzování CureTrack rychle vytvrzujícího spotřebního epoxidového lepidla Pacer Pt39 Z-Poxy. Plot ukazuje tlumení a frekvenci CureTrack s tekutými, gelovanými a tuhými fázemi lepidla.
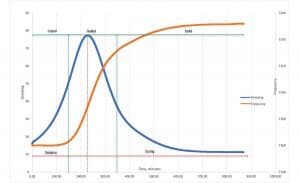
Obrázek 5. Křivky vytvrzování CureTrack pomalu tuhnoucí epoxidové laminovací pryskyřice Epolam 2017 pryskyřice s 2018 tužidlem v hmotnostním poměru 100: 30. Graf ukazuje tekutou, gelovanou a tuhnoucí fázi pryskyřice.
Principiálním indikátorem blížící se gelace je proto rychlý vzestup uvedené viskozity, následovaný zvýšením rezonanční frekvence rezonátoru senzoru.
Tyto křivky ukazují dva odlišné procesy a tři oblasti.
Procesy jsou gelovatění a vytvrzování. Gelovatění je proces charakterizovaný stoupajícím tlumením a stoupající frekvencí, což odráží vzestup viskozity i tuhosti pryskyřice. Materiál se pohybuje z kapalného do gelového stavu. Vytvrzování, které se vyznačuje snižováním tlumení a zvyšováním tuhosti, je proces následující po gelovatění, které transformuje materiál z vysoce viskózní lepkavé hmoty na tuhou pevnou látku. Tyto procesy také definují tři stavy, kterými se materiál pohybuje během gelování a vytvrzování:
- Kapalná oblast, ve které je tuhost materiálu velmi nízká, se odráží v nízké a relativně konstantní frekvenci rezonátoru CureTrack. V této oblasti je také viskozita relativně nízká, což je indikováno nízkou hodnotou tlumení.
- Gelová oblast, ve které rychle stoupá jak tuhost, tak tlumení materiálu. Materiál v této oblasti je lepkavý - má vysokou viskozitu, která dosahuje maxima, což ukazuje na vrchol gelovacího procesu, než začne tuhnout. Stává se tuhší a před konečným vytvrzováním vytváří kaučukovou hmotu.
- Pevná oblast. Tlumení se opět snížilo na nízkou a relativně konstantní hodnotu. Rezonátor nyní produkuje primárně elastické střih materiálu s malým rozptylem v důsledku viskózních sil.
Tyto dvě sady křivek ilustrují schopnost CureTrack vycítit začátek gelovacího procesu a také poskytnout kvantitativní data, která umožňují sledování celého procesu vytvrzování.
Shimkin [4] publikoval vynikající článek o stavu vytvrzení lepidla monitoring. Dochází k závěru, že ačkoliv řada metod pro monitoring Doba gelovatění je k dispozici, chybí jak komerční přístrojová základna, tak obecný nedostatek norem, a tudíž shoda mezi různými metodami měření.
Většina metod, o nichž Shimkin pojednává, je nepřímých, jako je dielektrická analýza, v tom, že měří vlastnost systému pryskyřice, která je v korelaci s jeho mechanickými vlastnostmi, ale neměřují přímo vlastnosti, které jsou funkčně důležité při aplikaci pryskyřice Systém. V tomto smyslu poskytuje jakákoli měřicí technologie, která přímo měří vlastnosti, jako je gelování a tuhnutí, okamžitou přímou zpětnou vazbu o stavu pryskyřice.
Aplikace technologie CureTrack
Přímé měření mechanických vlastností pryskyřičného systému má aplikace jak v laboratoři, tak v továrně, kde se pryskyřice mísí, nanášejí a vytvrzují ve výrobním prostředí.
V laboratoři lze použít robustní nástroj pro mechanickou analýzu, jako je technologie CureTrack, jak pro výzkum a vývoj, tak pro kontrolu kvality. V laboratoři výzkumu a vývoje lze použít k analýze vytvrzovacích vlastností nových pryskyřic a formulací. Jeho jednoduchost a použití levných a jednorázových snímacích prvků umožňuje ekonomickou analýzu velkého počtu vzorků bez rizika poškození drahých senzorů nebo vyžadování rozsáhlého a časově náročného čištění obtížně odstranitelných zbytků. Pro účely kontroly kvality mohou být vzorky smíšené pryskyřice monitorovány v laboratoři bez časově náročné přípravy nebo čištění.
Podobně pro účely kontroly kvality může robustnost technologie pohnout monitoring smíšených výrobních šarží do továrny, namísto nutnosti odebírat vzorky pro laboratorní analýzu. Nástroje, jako je CureTrack, lze vložit přímo do kbelíku s pryskyřicí, aby bylo možné sledovat jeho stav v průběhu výroby a vydávat varovný alarm, když hrozící gelovatění, a veškerý zbývající materiál musí být zlikvidován dříve, než ztuhne.
Budoucí vývoj technologie se zaměří také na monitoring gelovatění ve skutečných výrobních scénářích. Špička sondy může být například uvedena do kontaktu s povrchem vrstvy napuštěné pryskyřicí, aby se monitoroval stav materiálu matrice. Nebo lze špičku sondy zasunout do kontrolované hloubky do litého lisovaného dílu a odstranit, jakmile nastane gelace.
Protože teplota je základním faktorem při určování rychlosti vytvrzování, CureTrack obsahuje teplotní senzor, který měří teplotu na hrotu sondy. Dokáže měřit teplotu přesně tam, kde se měří gelovatění a vytvrzování, což umožňuje obojí monitoring teplota pryskyřice a sledování produkce tepla během procesu vytvrzování.
Reference
- Odkazy na informace o použití vložené viskozimetrie pro tiskové aplikace najdete v https://rheonics.com/solutions/
- https://rheonics.com/products/inline-viscometer-srv/
- Materiály 2013, 6, 3783-3804; doi:10.3390/ma6093783 materiály ISSN 1996-1944 www.mdpi.com/journal/materials Recenze Monitoring Stav vytvrzení termosetových pryskyřic od ultrazvuku Francesca Lionetto a Alfonso Maffezzoli
- ISSN 1070-3632, Russian Journal of General Chemistry, 2016, roč. 86, č. 6, s. 1488–1493. Pleiades Publishing, Ltd., 2016. Originální ruský text AA Shimkin, 2014, publikováno v Rossiiskii Khimicheskii Zhurnal, 2014, roč. 58, č. 3–4, s. 55–61.
Autoři
Dr. Joe Goodbread
Dr. Sunil Kumar
O programu
Časopis zaměřený na průmysl lepidel a tmelů – ASI publikuje hlavní článek o Rheonics inline viskozimetr SRV a Rheonics CureTrack™, v současné době testován Rheonics. Článek pojednává o technologii a pracovních principech se zvláštním zaměřením na výzkum a vývoj, aktuální scénáře výroby a účely kontroly kvality pro aplikace v průmyslu lepidel a tmelů.
Najděte odkaz na publikaci.
Poznámka k související aplikaci

Viskozita a reologie tmelů a lepidel při formulaci, testování a aplikaci
Lepidla a tmely se široce používají pro spojování, ochranu a utěsňování systémů ve stavebnictví, výrobě a údržbě. Toto odvětví čelí výzvám kvůli omezeným surovinám (rezerva ropy) a negativnímu dopadu syntetických sloučenin na…
{kind=link}

