Optimalizace flexografických, hlubotiskových a vlnitých tiskových aplikací prostřednictvím inline měření viskozityoring a kontroly
Úvod
Tiskařské lisy mají mnoho aplikací - noviny, časopisy, katalogy, obaly a etikety. Podle společnosti pro výzkum trhu Smithers Pira se očekává, že globální tiskový průmysl do roku 980 dosáhne 2018 miliard dolarů. Očekává se, že rychlý růst bude tažen zejména růstem obalů a etiket - očekává se, že analogový tisk obalů poroste přibližně o 28% a digitálně vyráběné obaly se do roku 375 zvýší o 2018%. Existuje široká škála technologií které se používají pro tiskové aplikace. Mezi hlavní průmyslové tiskové techniky patří ofsetová litografie, flexografie, digitální tisk, hlubotisk, vlnitý tisk a sítotisk. Pro velmi specifické aplikace jsou vyvinuty další tiskové techniky. Základní princip každé z tiskových technik je stejný - dovedně dodat inkoust na podklad a zajistit správné vlastnosti podle požadavků procesu.


editaci videa
V lisovně je viskozita inkoustu vysoce kritická. Měření viskozity je důležité, protože vědění, jak rychle a snadno inkoust vytéká, pomůže určit, jak inkoust působí na lisu a při jakých rychlostech bude lis schopen pracovat při použití konkrétního inkoustu. V téměř každé tiskové aplikaci je správná viskozita inkoustu klíčem ke správné kvalitě. Viskozita inkoustu charakterizuje několik aspektů toho, jak dobře se bude inkoust přenášet na svůj substrát. Vlastnosti viskozity inkoustu mohou mít několik účinků na absorpci inkoustu, sílu barvy a sušení. Vysoce viskózní inkousty způsobují lepivost a způsobují obtížný přenos obrazu na substrát, zatímco nízká viskozita způsobuje, že inkoust je mobilnější a těžší na ovládání, což vede ke ztrátě ostrosti a znečištění tisku. Viskozita inkoustu se zvyšuje, když se nezpracovává, a klesá, když je aplikována konstantní síla. Před vyjmutím inkoustu z plechovky je ofsetový inkoust vysoce viskózní. Protože však tiskové válce pracují s inkoustem, stává se méně viskózní a může být negativně ovlivněna kvalita tisku, pokud není řádně kontrolována. Silná korelace mezi teplotou a viskozitou inkoustu naznačuje, že kolísání teploty může mít drastický dopad na viskozitu inkoustu.
V reálném čase, in-line sledování viskozityoring a kontrola v procesu tisku je nezbytná pro zlepšení výkonu a snížení nákladů v jakémkoli tiskovém procesu – flexografickém, hlubotiskovém nebo vlnitém.
Proč je v tiskovém lisu kritická správa viskozity?
Široké a významné faktory, které činí řízení viskozity v tiskovém lisu kritickým, jsou:
- Kvalita tisku: Změny viskozity způsobují významnou změnu vlastností inkoustu na bázi rozpouštědel i vody, což má vliv na potisknutelnost, odolnost proti vyblednutí a sušení.
- Snižte chyby tisku: Kontrola viskozity může pomoci zmírnit četnost tiskových omylů.
- Barvy: Konzistence barev a hustota barev jsou velmi důležité pro správnou kvalitu tisku. Řízení viskozity inkoustu je klíčem k barevné konzistenci, protože to je faktor vystavený nejvyšší variabilitě. Procento pevných látek tekutiny je charakteristika inkoustu, který jí dodává barvu. Viskozita inkoustu je indikátorem procenta pevných látek v tekutině.
- Cena: Tisk s nesprávnou viskozitou poškozuje více než jen kvalitu. Špatná správa viskozity zvyšuje spotřebu drahých pigmentů a rozpouštědel a ovlivňuje ziskové marže.
- Odpad: Materiály odmítnuté kvůli špatné kvalitě mohou být sníženy správným řízením viskozity.
- Účinnost: Spolehlivé zásobování inkoustem může tisknout rychleji a efektivněji. Odstranění ručního řízení viskozity uvolňuje čas obsluhy a umožňuje jim soustředit se na další úkoly.
- Životní prostředí: Snížení používání pigmentu a rozpouštědla je dobré pro životní prostředí.
Aby byl zajištěn konzistentní vysoce kvalitní tisk, je monitorována změna viskozity inkoustu v celém procesním proudu v reálném čase, měření namísto jednoduchého měření absolutních hodnot a provádění úprav viskozity úpravou rozpouštědel a teploty tak, aby byla uvnitř stanovené limity.
Výzvy v procesu
Provozovatelé tiskařských lisů uznávají potřebu sledovat viskozitu, avšak provádění měření mimo laboratoř v průběhu let zpochybňovalo procesní inženýry a oddělení kvality. Stávající laboratorní viskozimetry mají v procesních prostředích malou hodnotu, protože viskozita je přímo ovlivněna teplotou, smykovou rychlostí a dalšími proměnnými, které se velmi liší off-line od toho, co jsou in-line. Operátoři tradičně měřili viskozitu tiskové barvy pomocí výtokové nádobky. Tento postup je chaotický a časově náročný, zejména pokud je třeba nejprve filtrovat inkoust. Je to docela nepřesné, nekonzistentní a neopakovatelné i se zkušeným operátorem.
Některé společnosti používají systémy řízení teploty, aby udržovaly místo aplikace při stanovené optimální teplotě k dosažení konstantní viskozity inkoustu. Teplota však není jediným faktorem ovlivňujícím viskozitu. Smyková rychlost, podmínky toku, tlak a další proměnné mohou také ovlivnit změny viskozity. Systémy s řízenou teplotou mají také dlouhou dobu instalace a velkou stopu.
Běžné vibrační viskozimetry jsou nevyvážené a vyžadují velké hmotnosti, aby se zabránilo velkému vlivu montážních sil.
Rheonics' Řešení
Automatické měření a řízení viskozity in-line je zásadní pro řízení viskozity inkoustu. Rheonics nabízí SRV, založený na vyváženém torzním rezonátoru, pro řízení procesu a optimalizaci v procesu tisku:
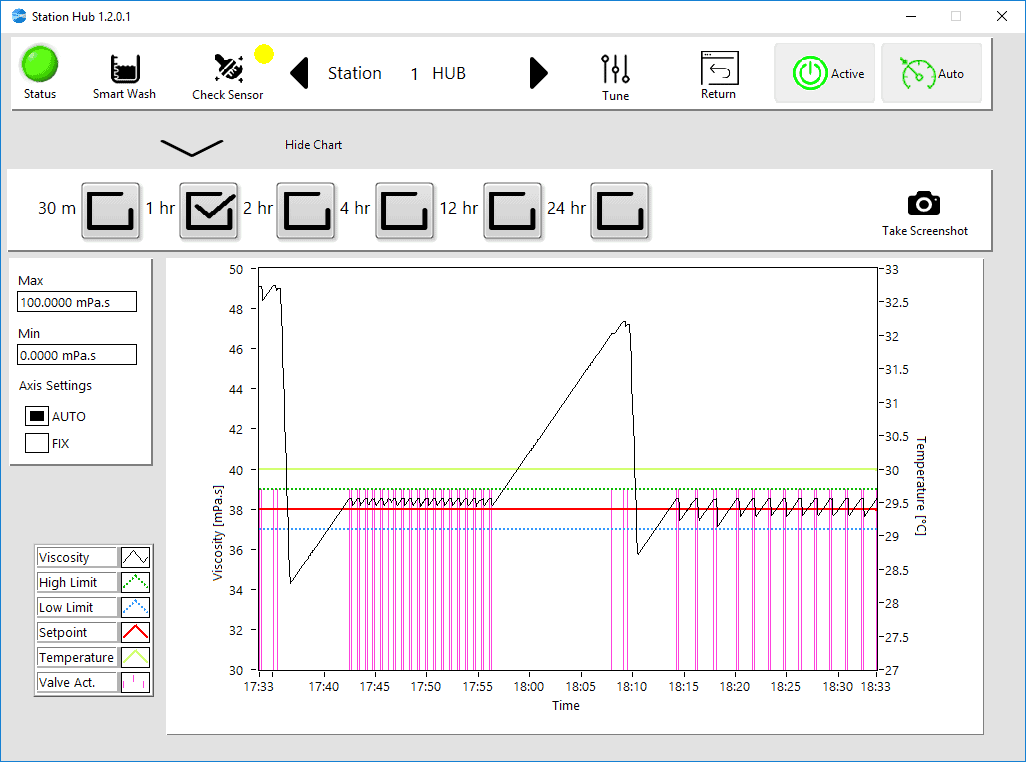
V souladu Viskozita Měření: Rheonics" SRV je širokopásmové in-line zařízení pro měření viskozity s vestavěným měřením teploty kapaliny a je schopné detekovat změny viskozity v jakémkoli proudu procesu v reálném čase.
Automatizované in-line měření viskozity pomocí SRV eliminuje rozdíly v odběru vzorků a laboratorních technikách, které se používají pro měření viskozity tradičními metodami. Senzor je umístěn v řadě, takže nepřetržitě měří viskozitu inkoustu. Konzistence tisku je dosaženo automatizací dávkovacího systému pomocí ovladače pomocí kontinuálního měření viskozity v reálném čase. Použitím SRV v řádku tiskového procesu se zvyšuje účinnost přenosu inkoustu, což zvyšuje produktivitu, ziskové marže a cíle v oblasti životního prostředí. Senzory SRV mají kompaktní tvarový faktor pro jednoduchou instalaci OEM a dovybavení. Nevyžadují žádnou údržbu ani překonfigurování. SRV nabízí přesné a opakovatelné výsledky bez ohledu na to, kde a kde jsou namontovány, bez nutnosti speciálních komor, gumových těsnění nebo mechanické ochrany. SRV se bez použití spotřebního materiálu velmi snadno ovládá.
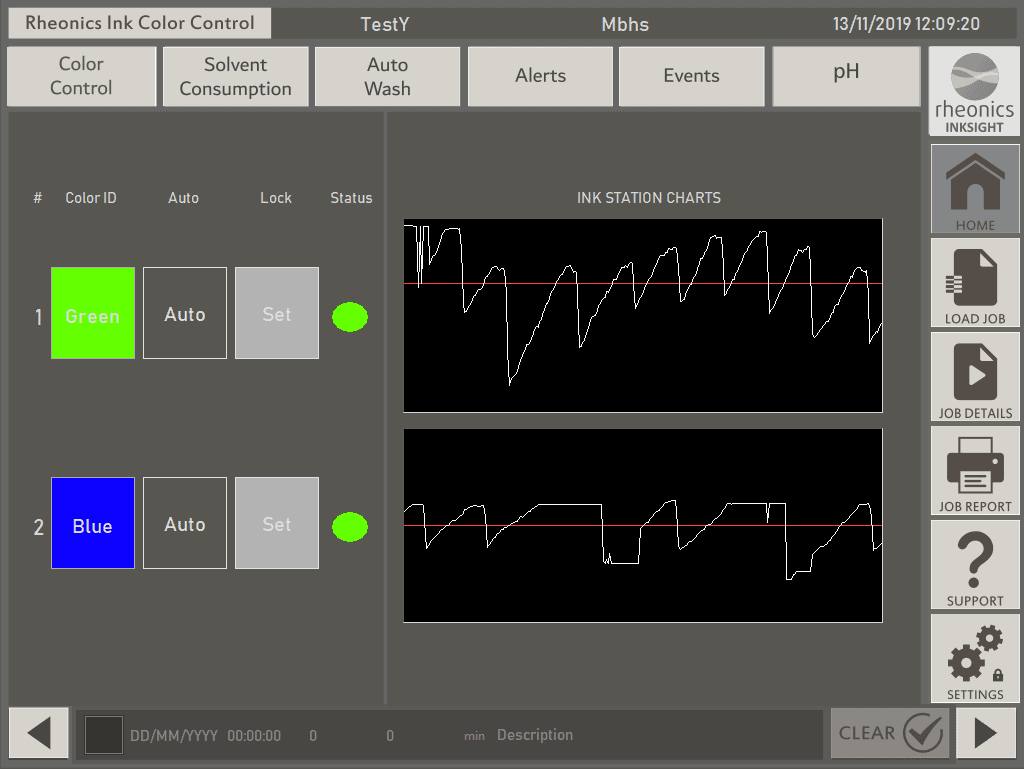
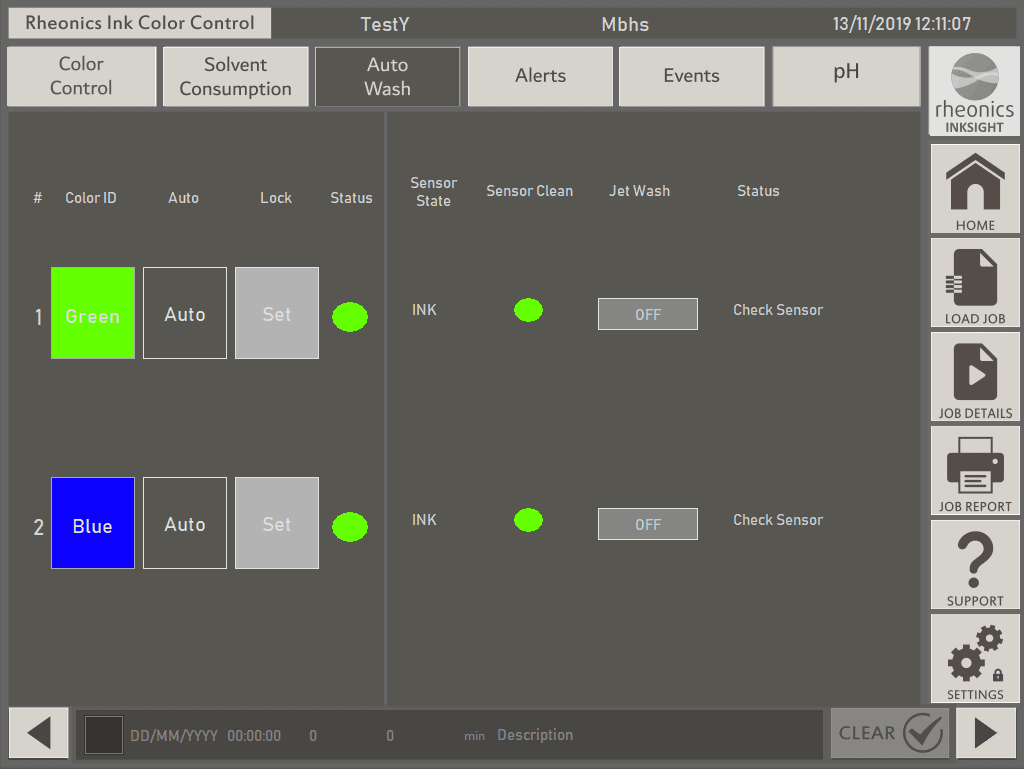
Software InkSight ColorLock
• Patentovaný pokročilý systém umělé inteligence 5. generace pro jednoduché sledování kliknutíoring a kontroly
• API pro sběr dat a integraci do HMI výrobce tisku
• Integrovaná správa vzdálené správy podpory běhu úlohy na vyžádání
Rheonics'Výhoda
Kompaktní tvarový faktor, žádné pohyblivé části a nevyžaduje žádnou údržbu
RheonicsSnímače SRV mají velmi malý tvarový faktor pro jednoduchou OEM a dodatečnou instalaci. Umožňují snadnou integraci do jakéhokoli procesního toku. Snadno se čistí a nevyžadují žádnou údržbu ani přestavování. Mají malý půdorys, který umožňuje Inline instalaci do inkoustových linek, čímž se vyhnete dalšímu požadavku na prostor nebo adaptér na lisu a na inkoustových vozíkech.
Vysoká stabilita a necitlivost na montážní podmínky: Je možná jakákoli konfigurace
Rheonics Senzory SRV používají unikátní patentovaný koaxiální rezonátor, ve kterém se dva konce senzorů stáčejí v opačných směrech, čímž se ruší reakční momenty na jejich montáži, a proto jsou zcela necitlivé na podmínky montáže a průtoky inkoustu. Tyto senzory si snadno poradí s pravidelným přemisťováním. Snímací prvek je umístěn přímo v kapalině, nevyžaduje žádné speciální pouzdro nebo ochrannou klec.
Snadná instalace bez nutnosti opětovných konfigurací / rekalibrací
Vyměňte snímače bez výměny nebo přeprogramování elektroniky, výměny snímačů i elektroniky bez jakýchkoli aktualizací firmwaru nebo změn kalibračních koeficientů. Snadná montáž. Šrouby do závitu ¾” NPT v nástavci inkoustové linky. Žádné komory, O-ring těsnění nebo těsnění. Snadno odstranitelné pro čištění nebo kontrolu. SRV k dispozici s přírubou a tri-clamp připojení pro snadnou montáž a demontáž.
Nízká spotřeba energie
Napájení 24 V DC s odběrem proudu menším než 0.1 A během normálního provozu
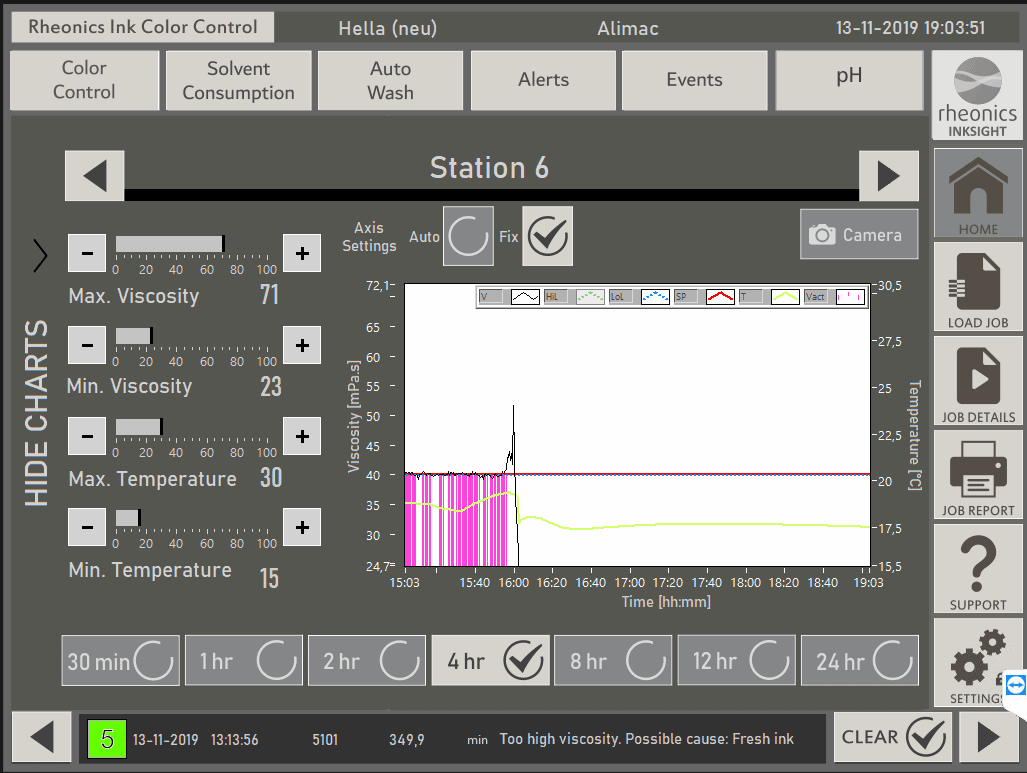
Rychlá doba odezvy a teplota kompenzují viskozitu
Ultra rychlá a robustní elektronika v kombinaci s komplexními výpočetními modely dělá Rheonics zařízení patří k nejrychlejším a nejpřesnějším v oboru. SRV poskytuje v reálném čase přesné měření viskozity každou sekundu a není ovlivněno změnami průtoku!
Široké operační schopnosti
RheonicsPřístroje jsou konstruovány tak, aby prováděly měření v nejnáročnějších podmínkách. SRV má nejširší provozní rozsah na trhu pro inline procesní viskozimetry:
- Rozsah tlaku až 5000 psi
- Rozsah teplot od -40 do 200 ° C
- Rozsah viskozity: 0.5 cP až 50,000 XNUMX cP
Dosáhněte správné kvality tisku, snižte náklady a zvyšte produktivitu
Integrujte SRV do procesní linky a zajistěte konzistenci barev během celého procesu tisku. Dosahujte stálých barev bez obav z barevných variací. SRV neustále sleduje a kontroluje viskozitu a zabraňuje nadměrnému používání drahých pigmentů a rozpouštědel. Spolehlivý a automatický přívod inkoustu zajišťuje rychlejší tisk a šetří čas obsluhy. Optimalizujte tiskový proces pomocí SRV a zažijte nižší míru odmítnutí, menší plýtvání, méně stížností zákazníků, méně odstávek tisku a úsporu nákladů na materiál. A na konci toho všeho přispívá k lepšímu výsledku a lepšímu prostředí!
Vyčistěte na místě (CIP)
SRV monitoruje čištění inkoustových čar po monitoring viskozita rozpouštědla během fáze čištění. Jakékoli malé zbytky jsou detekovány senzorem, což operátorovi umožňuje rozhodnout, kdy je linka pro daný účel čistá. Alternativně SRV poskytuje informace do automatizovaného čisticího systému, aby bylo zajištěno úplné a opakovatelné čištění mezi běhy.
Špičkový design a technologie senzorů
Sofistikovaná, patentovaná elektronika 3. generace tyto senzory pohání a vyhodnocuje jejich odezvu. SRV je k dispozici s průmyslovými standardními procesními připojeními, jako jsou ¾” NPT a 1” Tri-clamp umožňuje operátorům nahradit stávající teplotní senzor ve své procesní lince za SRV poskytující kromě přesného měření teploty pomocí vestavěného Pt1000 (DIN EN 60751 třída AA, A, B) vysoce hodnotné a použitelné informace o procesních tekutinách, jako je viskozita.
Elektronika postavená podle vašich potřeb
Snímací elektronika, která je k dispozici v krytu převodníku odolném proti výbuchu i v malém provedení na DIN lištu, umožňuje snadnou integraci do procesních potrubí a do skříní strojů.


Snadná integrace
Mnoho analogových a digitálních komunikačních metod implementovaných v senzorové elektronice umožňuje snadné a snadné připojení k průmyslovým PLC a řídicím systémům.

Shoda s ATEX a IECEx
Rheonics nabízí jiskrově bezpečné senzory certifikované podle ATEX a IECEx pro použití v nebezpečném prostředí. Tyto senzory splňují základní zdravotní a bezpečnostní požadavky týkající se návrhu a konstrukce zařízení a ochranných systémů určených pro použití v prostředí s nebezpečím výbuchu.
Vlastní certifikace pro jiskrovou bezpečnost a odolnost proti výbuchu Rheonics také umožňuje přizpůsobení stávajícího senzoru, což našim zákazníkům umožňuje vyhnout se času a nákladům spojeným s identifikací a testováním alternativy. Vlastní senzory mohou být poskytnuty pro aplikace, které vyžadují jednu jednotku až tisíce jednotek; s dodacími lhůtami týdny versus měsíce.
Rheonics SRV má certifikaci ATEX i IECEx.


Implementace
Přímo nainstalujte senzor do proudu procesu a proveďte měření viskozity v reálném čase. Není nutné obtokové potrubí: snímač lze ponořit do potrubí, průtok a vibrace neovlivňují stabilitu a přesnost měření. Optimalizujte výkon míchání prováděním opakovaných, po sobě jdoucích a konzistentních testů kapaliny.
Rheonics Výběr nástroje
Rheonics navrhuje, vyrábí a prodává inovativní snímání kapalin a monitoring systémy. Precizní výroba ve Švýcarsku, RheonicsIn-line viskozimetry mají citlivost požadovanou aplikací a spolehlivost potřebnou k přežití v drsném provozním prostředí. Stabilní výsledky – i za nepříznivých podmínek proudění. Žádný vliv poklesu tlaku nebo průtoku. Stejně dobře se hodí pro měření kontroly kvality v laboratoři.
Navrhované produkty pro aplikaci
- Široký rozsah viskozity - sledujte celý proces
- Opakovatelná měření v newtonských i nenewtonských tekutinách, jednofázových i vícefázových tekutinách
- Hermeticky uzavřené, všechny části z nerezové oceli 316L zvlhčené
- Vestavěné měření teploty tekutin
- Kompaktní tvarový faktor pro jednoduchou instalaci do stávajících výrobních linek
- Snadno se čistí, není nutná údržba ani nové konfigurace
Integrované řešení
RPS InkSight
- Upraveno pro vaše flexotiskové lisy CI, rotační hlubotisky nebo vlnité lisy
- Jednoduchá obsluha -> Klepnutím na jediné tlačítko zajistíte správnou viskozitu inkoustu
- Autonomní ovládání úrovně 5 během tisku
- Konzistentní výtisky nastaveny na master
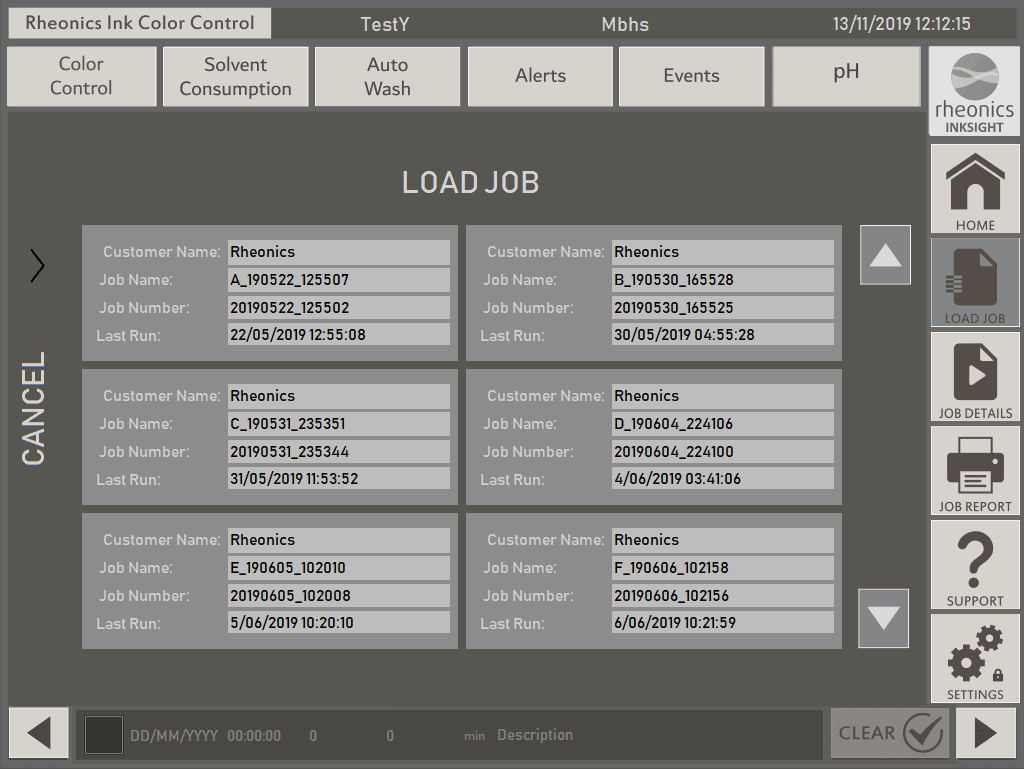
- Načíst úlohy jediným kliknutím: Nula nastavení času a vynulování nastavení nuly
- Prediktivní kontrola sledování pro přesné ředění rozpouštědla / pH vody
- Vynikající kontrola tisku s inkousty na bázi rozpouštědla i vody

Rheonics Technical Session na AIMCAL R2R Europe Conference 2022 – Valencie, Španělsko
Téma Optimalizace viskozity inkoustu a automatizace pro kvalitu, efektivitu a udržitelnost tisku a lakování Datum a čas Červen…

Funkce AIMCAL Converting Quarterly Magazine Q2 2022 Rheonics Technologie – „Optimalizace a automatizace viskozity inkoustu – klíč ke kvalitě, efektivitě a udržitelnosti v tisku a lakování“
Časopis zaměřený na zpracování webu a dokončování – Converting Quarterly (https://www.convertingquarterly.com/) publikuje obsáhlý článek o tom, jak SRV přináší revoluci do inkoustu…
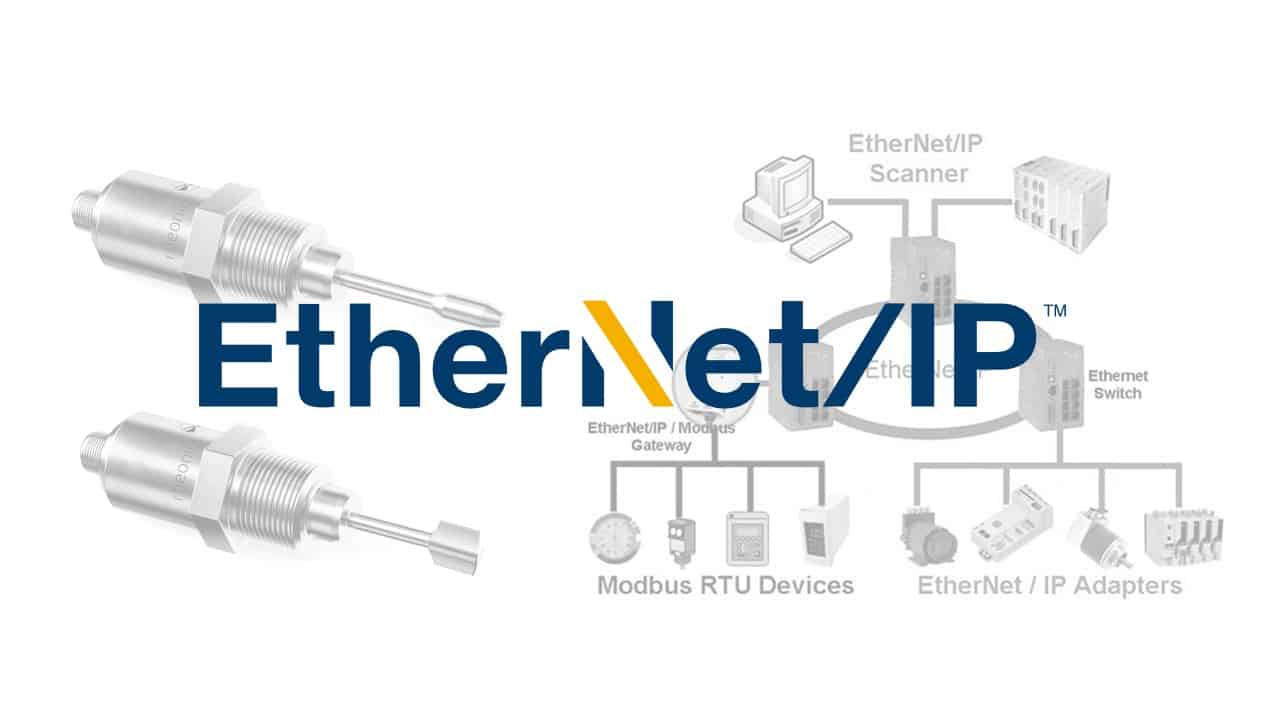
EtherNet/IP: Standardní protokol pro komunikaci v průmyslových sítích
EtherNet/IP: Standardní protokol pro komunikaci v průmyslových sítích EtherNet/IP je široce používaná průmyslová sběrnice založená na Ethernetu pro implementaci standardního Ethernet…

Rheonics“ InkSight vyhrává ocenění Technologie roku 2022 AIMCAL
Association of International Metallizers, Coaters and Laminators (AIMCAL), založená v roce 1970, je globální nezisková obchodní asociace zastupující zpracovatele…
Funkce AIMCAL Converting Quarterly Magazine Rheonics Technologie – „Optimalizace a automatizace viskozity inkoustu – klíč ke kvalitě, efektivitě a udržitelnosti v tisku a lakování“
Časopis zaměřený na zpracování webu a dokončování – Converting Quarterly (https://www.convertingquarterly.com/) publikuje obsáhlý článek o tom, jak SRV přináší revoluci do inkoustu…

Dosažení cílů udržitelnosti v tisku pomocí kompletních řešení automatizace viskozity
Obavy z ekonomiky, technologické hrozby a nejasná budoucnost, to vše přispělo ke krizi důvěry v tisk. Přidejte k tomu…

Ex ochrana – Rozdíl mezi modelem Zone a Division
"Výrobek je vhodný pro použití v zóně 1, stejně jako pro použití ve třídě 1, Div 1." Tento…

Certifikace ISO 9001 – Rheonics Systém managementu jakosti je nyní certifikován ISO 9001
Jsme rádi oznamujeme, že Rheonics získala certifikaci ISO 9001. Certifikace ISO 9001 je celosvětově uznávaná pečeť…

Rheonics oceněno Sustainable Innovation Packaging – Innovation Prize 2021 Evropskou asociací pro hlubotisk
Rheonics získává cenu za udržitelnou inovaci obalů od Evropské asociace pro rotační hlubotisk. Dr. Sunil Kumar obdržel cenu na…

Rheonics získává prestižní Swiss Product Excellence Awards 2021
Je to neuvěřitelně hrdý okamžik pro všechny oznámit, že Rheonics byl oceněn prestižním švýcarským produktem 2021…

Rheonics Technický webinář InkSight – dokonalost barev díky těsné kontrole viskozity, vítěz ceny za technickou inovaci FTA 2021
Téma Dokonalost barev prostřednictvím těsné kontroly viskozity, vítěz ceny za technickou inovaci FTA 2021 Datum a čas 16. září @…

Rheonics – Finalisté Swiss Excellence Product Awards 2021
Je to neuvěřitelně hrdý okamžik pro nás všechny zde Rheonics oznámit, že Rheonics„produkty a technologie…



