Shrnutí: jediný senzor pro sledování účinků oxidace (TOTOX), mastných kyselin (TBA) a polárních sloučenin (TPC) na zdraví a výkon fritovacího oleje. Nestačí jen testovat nebo ochutnávat, monitorovat během celého procesu smažení.
O programu
Smažení je jednou z nejstarších a nejoblíbenějších metod vaření. Fritovací olej je drahý a jeho zahřívání spotřebovává značnou energii, takže ekonomika fritování vyžaduje opětovné použití oleje ve fritéze pro více dávek. Ukázalo se, že opakované použití oleje na smažení je nebezpečné kvůli chemické degradaci, která také zhoršuje vlastnosti oleje při smažení (Liu, M. a kol., 2016). Posouzení a správná správa použitého oleje na smažení je předmětem velkého znepokojení zdravotnických agentur, výrobců potravin a spotřebitelů. Zajištění bezpečných a zdravých smažených produktů při současném řízení nákladů je pro potravinářské společnosti cestou k udržitelnému podnikání.
editaci videa
Proč se fritovací olej zhoršuje?
Nejčastějšími chemickými reakcemi probíhajícími v procesu smažení jsou hydrolýza, polymerace a oxidace, tepelné úpravy. Tyto reakce produkují značné množství škodlivých sloučenin, jako jsou polymery a ketony, které významně mění kvalitu oleje na smažení. Vytvořené termoxidační sloučeniny si zaslouží pozornost, protože oxidační stres je spojován s různými degenerativními procesy a nemocemi, například mutagenezí, transformací buněk a rakovinou, aterosklerózou, infarkty a chronickými zánětlivými chorobami (Liu, M. a kol., 2016).

Ve většině případů se degradace oleje na smažení hodnotí na základě vizuální kontroly. Například kuchaři / tovární inženýři využívají své zkušenosti k rozhodování, kdy zlikvidovat olej na základě nadměrného pěnění, zápachu, kouření, změny barvy a ochutnáváním potravinářských výrobků. Tyto metody však nejsou spolehlivé kvůli své subjektivní povaze a tyto parametry se mohou projevit pouze v případě, že se olej stal nebezpečným pro opětovné použití.
Jak průmyslové fritézy monitorují a spravují olej na smažení?
Při průmyslovém smažení může kvalitativní personál sledovat několik chemických parametrů během smažení ve snaze udržet optimální kvalitu. Ve skutečnosti, monitoring olej na smažení je nezbytný pro zamezení nepříjemných účinků na hotové svačiny, které mohou ovlivnit nejen chuť, ale i zdraví spotřebitelů.
Výrobní závody mají obvykle filtrační systém, který je navržen tak, aby prodloužil životnost oleje a drasticky snížil náklady. Je však stále důležité určit parametry, které naznačují postupnou degradaci oleje v důsledku skutečnosti, že fyzikální a chemické vlastnosti smaženého oleje a tuku mají tendenci se po rozsáhlém používání významně měnit.
Jaký index kvality používají fritézy k optimalizaci smažení?
Inženýři v těchto potravinářských závodech si kladou otázku - jaký je nejlepší chemický index pro fritovací olej, který se má použít při vývoji a provádění programu zajišťujícího kvalitu smažených potravin? Existuje mnoho různých indexů, které se používají jako:
- Volná mastná kyselina (hodnota kyselosti)
- Celkový polární materiál (TPM)
- Polymerizovaný triglycerid
- Mýdla
- Lovibondová barva
- Hodnota anisidinu
- Hodnota peroxidu
- Index stability oleje (OSI)
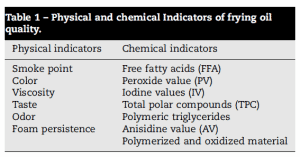
K hodnocení kvality oleje na smažení se používají fyzikální ukazatele, jako je bod kouře, barva, chuť, vůně, perzistence pěny a viskozita.
Zdroj: „Kapacitní senzorová sonda k hodnocení degradace oleje na smažení“ - https://doi.org/10.1016/j.inpa.2015.07.002
Hlavní nadnárodní společnosti v odvětví restaurací a průmyslového smažení investovaly spoustu peněz do vytvoření přímé vazby mezi chemickými parametry oleje ve fritézách a kvalitou smaženého jídla. To znamená, že provozovatelé musí nejen sledovat různé parametry degradujícího oleje, ale musí tyto parametry dávat do souvislosti se senzorickou kvalitou potravin.
Výrobci zařízení spolupracují se svými zákazníky na stanovení koncových bodů pro vyřazení oleje. V průběhu let bylo zavedeno mnoho různých zkušebních systémů, ale jen velmi málo z nich se uchytilo v potravinářských službách a průmyslových fritézách, protože jen málo potenciálních uživatelů by se zavázalo stanovit konečné parametry kvality potravin. K tomu je zapotřebí studie smažení, která je nákladná, časově náročná a často vyžaduje externí odborné znalosti, aby mohla provádět senzorické studie a správně analyzovat data.
Proč jsou údaje o viskozitě spolehlivým ukazatelem kvality oleje na smažení?
Jódová hodnota (IV) se používá pro hodnocení vhodnosti olejů. Garba a kol. uvádějí, že olej s vysokou IV vykazoval špatný účinek v důsledku oxidačních reakcí lipidů a tvorby hydroperoxidu mezi nenasycenými mastnými kyselinami a kyslíkem. Jako ukazatele kvality oleje na smažení se široce používají také volné mastné kyseliny (FFA), polymerní triglyceridy, anisidinové číslo (AV) a polymerovaný a oxidovaný materiál (POM), které však samy o sobě nejsou přesvědčivé.
Někteří výzkumníci identifikovali zejména zvýšení viskozity během opakovaného smažení jako faktor odpovědný za zvýšení absorpce oleje ve smažených potravinách (Guillaumin, 1988; Moreira et al., 1997). Dále lze očekávat, že změny viskozity a hustoty fritovacího média během opakovaného fritování ovlivní vznášení bublin z povrchu potravin a následně konvekční přenos tepla z oleje do potravin, které jsou smaženy.
Viskozita velmi dobře koreluje s dalšími chemickými ukazateli, jako jsou FFA, POM, TPC, Lovibond Color Value, jak bylo prokázáno různými studiemi, z nichž některé jsou uvedeny níže.
Viskozita a TPC
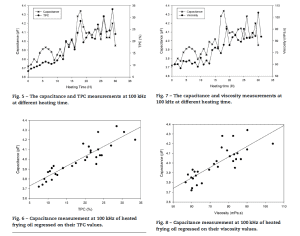
Obrázek 1 - Ukazující trend měření TPC a viskozity (také kapacitní měření) s prodloužením doby ohřevu. Zdroj: „Kapacitní senzorová sonda k hodnocení degradace oleje na smažení“ - https://doi.org/10.1016/j.inpa.2015.07.002
Viskozita a korelace s hodnotou Color Lovibond, volnými mastnými kyselinami (FFA), polymerizovaným a oxidovaným materiálem (POM)
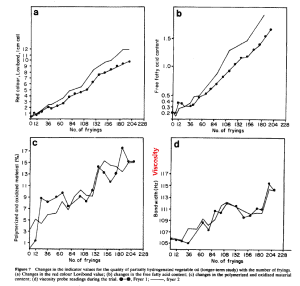
Obrázek 2 - Měření s (a) červenou barvou Lovibondova hodnota (b) FFA (c) POM (d) viskozita (šířka pásma) se zvýšením doby ohřevu. Zdroj: „Vývoj a hodnocení nového senzoru pro hodnocení kvality oleje na smažení na místě“ - https://doi.org/10.1016/0956-7135(90)90008-Z
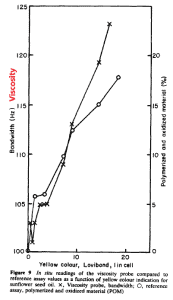
Obrázek 3 - Viskozita (šířka pásma) a trendy Color Lovibond. Zdroj: „Vývoj a hodnocení nového senzoru pro hodnocení kvality oleje na smažení na místě“ - https://doi.org/10.1016/0956-7135(90)90008-Z
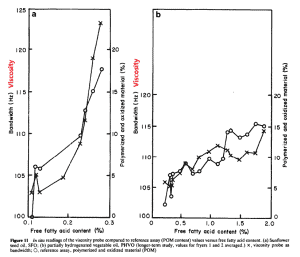
Obrázek 4 - Viskozita (šířka pásma) a trendy FFA. Zdroj: „Vývoj a hodnocení nového senzoru pro hodnocení kvality oleje na smažení na místě“ - https://doi.org/10.1016/0956-7135(90)90008-Z
Studie ukazující, jak se viskozita vyvíjí s dobou zahřívání
Vědci provedli regresní analýzu (https://doi.org/10.1016/j.jfoodeng.2011.02.021) za účelem zkoumání závislosti viskozity na počtu dávek smažení. Analýza ukázala, že pro vysoké zatížení smažení viskozita souvisela s číslem dávky smažení podle polynomiální rovnice druhého řádu.
Lineární regresní analýza pro typy olejů (palmový a olivový olej) ukázala, že viskozita oleje během smažení a zahřívání je funkcí viskozity čerstvého oleje a koncentrace různých tříd polymerních sloučenin generovaných během procesu smažení a zahřívání. Tato rovnice platí také pro jiné typy olejů za předpokladu, že během smažení a ohřevu vznikají stejné třídy sloučenin.

Obrázek 5 - Vývoj viskozity s dobou zahřívání sledoval polynomiální funkci druhého řádu podle studie. Zdroj: „Vliv opakovaného smažení na viskozitu, hustotu a dynamické mezipovrchové napětí palmového a olivového oleje“ - https://doi.org/10.1016/j.jfoodeng.2011.02.021
Obsah viskozity a triglyceridů
Studie a experimentální údaje (Olivares-Carrillo et al., 2014) ukazují, že hlavními chemickými reakcemi, které probíhají při hlubokém smažení, jsou prasknutí některých triglyceridů a adiční polymerace triglyceridů obsahujících řetězce mastných kyselin C18: 2 a C18: 3, přičemž druhá reakce je odpovědná za pozorovaný náhlý přírůstek viskozity.
Viskozita poskytuje vynikající index pro sledování ztráty obsahu triglyceridů způsobené procesy hlubokého smažení. Výzkumníci zjistili kvantitativní vztah mezi obsahem triglyceridů a (specifickou) viskozitou sójového oleje.
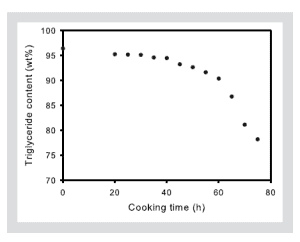
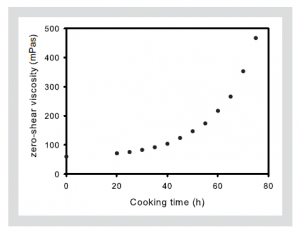
Obrázek 6 - Vývoj obsahu triglyceridů a viskozita sojového oleje s nulovým smykem s dobou vaření a stanovenou. Zdroj: „Viskozita jako měřítko změn složení oleje v důsledku tepelné degradace, aplikovaná reologie“ - http://dx.doi.org/10.3933/APPLRHEOL-24-53667
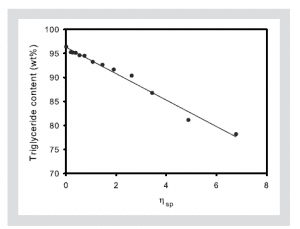
Obrázek 7 - Korelace mezi specifickou viskozitou a hmotnostním% triglyceridů. Zdroj: „Viskozita jako měřítko změn složení oleje v důsledku tepelné degradace, aplikovaná reologie“ - http://dx.doi.org/10.3933/APPLRHEOL-24-53667
Specifická viskozita nsp = (n - n0) / n0, kde referenční viskozita n0 je ta, která odpovídá původnímu vzorku oleje při „nulové době vaření“. Stanovená korelační hmotnostní% (triglycerid) = 96.28 - 2.75 nsp
Potřeba jednoduchého systému inline snímání ke sledování oleje na smažení v reálném čase
K dnešnímu dni byly vyvinuty a zavedeny různé metody pro měření různých chemických a fyzikálních parametrů oleje na smažení. Například chemosenzorický systém pro řízení kvality oleje v potravinářském průmyslu, Fourier transformuje infračervené záření (FTIR) pro rozlišení mezi dobrými a nepřípustnými oleji, chromatografii pro měření dielektrické konstanty, bod kouře a viskozitu a analýzu obrazu pro stanovení rychlosti TPC ve fritovacím oleji . Tyto metody jsou však převážně založeny na vzorkování a jsou komplikované, časově náročné a drahé. Je tedy zapotřebí vyvinout jednoduchý snímací systém, který by pomohl při hodnocení kvality oleje na smažení.
Existují nástroje, které měří kvalitu oleje na smažení testováním celkových polárních materiálů (TPM) na základě změn v dielektrické konstantě oleje. Testovací soupravy FFA a TPC jsou založeny na barevné reakci oleje. U těchto zařízení však existují určitá omezení, například složitý požadavek na kalibraci, vhodnost pro jiný typ oleje a také odlišné teplotní závislosti.
Čidlo musí být spolehlivé v „obtížných“ podmínkách smažení
Při aplikaci oleje na smažení má zásadní význam jeden faktor - čistota. Oleje na smažení jsou dynamickým prostředím. Na zahřívacích plochách fritézy se začínají tvořit polymery (hnědé usazeniny), které se ukládají v různých částech fritézy. Tyto polymery se odstraňují pomocí silných louhových čističů a čištění. Mnoho samotných senzorů je náchylných k usazování polymerů, což snižuje citlivost přístroje, což by mohlo nepříznivě ovlivnit jeho výkon.
Senzor nasazený pro měření by tedy měl být snadno čistitelný a musí být schopen provádět měření v takových prostředích. Ještě lépe, pokud senzor pomáhá při čisticích cyklech a pomáhá detekovat konečné body fáze čištění.
Řadový viskozimetr pro nepřetržité sledování oleje
Různé studie prokázaly, že viskozita je spolehlivým ukazatelem kvality oleje v procesech smažení. Ukazuje rozumné korelace s dalšími důležitými chemickými ukazateli, jako jsou POM, FFA, TPM, obsah triglyceridů a barevné hodnoty.
Měření viskozity oleje je rychlá metoda určování stavu oleje a považuje se za důležitý parametr při hodnocení připravenosti aktiv. Viskozitní senzor, který může doplňovat infračervenou (IR) spektroskopii a další senzory hromadných vlastností, poskytuje okamžitá on-line data viskozity a teploty, nemá žádné pohyblivé části a široký provozní rozsah a nabízí univerzální připojení typu plug-and-play pro integraci s dalšími a do jiných ruční výrobky.
Řadový viskozimetr, jako je SRV, zajišťuje, že technici na podlaze mohou sledovat a reagovat na údaje o nepřetržité viskozitě ze snímače. Kromě možností automatizace z těchto dat je také extrémně efektivní ve srovnání s tradičními metodami, které zahrnují odběr vzorků a další manuální zásahy.


Obrázek 8 - (a) Ruční měřicí zařízení TPM (vlevo) b) Měření volných mastných kyselin pomocí testovací tyčinky (vpravo) - obě vyžadují pravidelná, pravidelná manuální měření od techniků / operátorů v továrně
Vyvážený torzní rezonátor - gamechanger v technologii viskozimetru
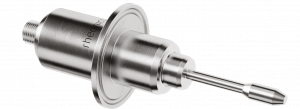
Obrázek 9 - Rheonics SRV Viscometer - pro nepřetržité sledování degradace oleje
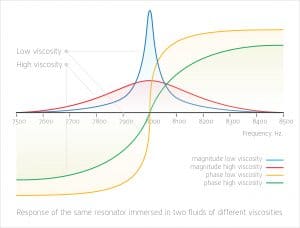
Obrázek 10 - Sensor O.perating Principle, Čtěte více: https://rheonics.com/whitepapers/
- Rheonics Viskozitní technologie SRV využívá ultrastabilní torsionally balancedmechanicaJá rezonátor (US patent 9,267,872 XNUMX XNUMX), jehož oscilace jsou tlumeny viskozitou
- Čím viskóznější kapalina, tím vyšší mechanické tlumení rezonátoru. Měřením tlumení se odhaduje součin viskozity a hustoty.
- Rezonátor je buzen a snímán pomocí elektromagnetického měniče namontovaného v těle senzoru.
- Tlumení se měří podle Rheonics patentovaná osvědčená a patentovaná technologie hradlové smyčky fázového závěsu
- Na základě těchto dvou klíčových technologií poskytuje snímač viskozity SRV stabilní, opakovatelné a vysoce přesné měření viskozity oleje, přičemž je dostatečně malý, aby se vešel do dlaně vaší ruky.
Rheonics SRV Sensor je malý tvarový snímač postavený pro vložení přímo do nádob na smažení oleje. Extrémně vysoká přesnost a stabilita měření viskozity umožňuje rychlou detekci i těch nejmenších odchylek a hromadění nežádoucích látek/sloučenin ve fritovacím oleji.
Jak je Rheonics SRV inline viskozimetr používaný pro sledování kvality oleje na smažení v reálném čase?
Inline viskozimetr provádějící měření nepřetržitě umožňuje technikům v továrně dosáhnout následujících cílů:
- Pro automatické monitorováníoring, dávkování čerstvého oleje a modifikátorů pro udržení požadované kvality oleje
- Chcete-li zkontrolovat periodicitu vzorkování - určete, kdy by měl být odebrán laboratorní vzorek k provedení hloubkového měření různých parametrů
- Zjistěte jakékoli anomálie nebo neočekávané chování a proveďte nápravná opatření
- Pokud je trend vypnutý, jedná se o smažení oleje nebo produktu
- Sledujte a sledujte každou dávku smažených produktů až k přesnému balení čipů!
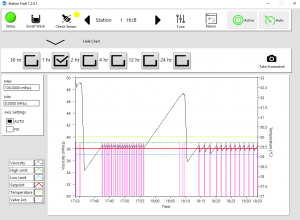
Obrázek 11 - Přehled Rheonics Rozhraní softwaru
Rheonics inline viskozimetr SRV ještě více usnadňuje život obsluze fritézy díky vlastnostem, které ji činí vhodnou pro potravinářské procesy.
- Sanitární a hygienická připojení
- Kompletní senzor je kompatibilní s CIP (clean-in-place)
- Měření jsou extrémně opakovatelná a poskytují přesné výsledky
- S palubní teplotní kompenzací
- Nevyžaduje žádnou rekalibraci, ale podporuje rychlé ověření kalibrace v terénu (shoda FDA)
- Mající reprodukovatelnost mezi senzory, která umožňuje opětovné použití stejné korelace napříč více zařízeními a výměnu / výměnu sond bez jakéhokoli přeprogramování
- Základní technologie fungující na sub-mikronových amplitudách vibrací, které neovlivňují strukturu kapaliny, vám poskytují přesné měření samotné kapaliny
- Umožnění snadné instalace přímo v procesní lince, bez nutnosti obtoku, bez přerušení toku
- Robustní senzor vyrobený z nerezové oceli 316L s utěsněnými přípojkami (IP69K) pro podporu vysoké teploty, vysokého tlaku, kyselého a alkalického čištění
- Nízké provozní náklady s nulovou údržbou
- Velmi vysoká návratnost investic (návratnost investic)
Zajistěte bezpečnost vaší operace smažení a potěšte své zákazníky!
A konečně, skutečně vložený online snímač fritovacího oleje, který nevyžaduje pozornost obsluhy a pomáhá operátorům soustředit se na dosažení maximální propustnosti fritéz.
Reference
- Guillaumin, R., 1988. Kinetika pronikání tuků do potravy. In: Varela, G., Bender, AE, Morton, ID (ed.), Frying of Food: Principles, Changes, New Approaches. Ellis Horwood Ltd., Chichester, str. 82–90.
- Moreira, RG, Sun, X., Chen, Y., 1997. Faktory ovlivňující příjem oleje v tortilla chipsech při smažení na hlubokém tuku. Journal of Food Engineering 31 (4), 485–498.
- Matthaus B. Použití palmového oleje ke smažení ve srovnání s jinými vysoce stabilními oleji. Eur J Lipid Sci Technol 2007; 109 (4): 400–9.
- Garba ZN, Gimba CE, Emmanuel P. Výroba a charakterizace transformačního oleje na bázi bio z Jatropha Curcas Seed. J Phys Sci 2013; 24 (2): 49–61.
- Kress-Rogers E, Gillatt PN, Rossell JB. Vývoj a vyhodnocení nového senzoru pro hodnocení kvality oleje na smažení in situ. Food Control 1990; 1 (3): 163–78.
- Kalogianni, EP; Karapantsios, TD; Miller, R. Vliv opakovaného smažení na viskozitu, hustotu a dynamické mezipovrchové napětí palmového a olivového oleje. Journal of Food Engineering 2011, 105 (1), 169–179.
- Liu, M. a kol. Mikrofluidní hodnocení degradace oleje na smažení. Sci. Rep. 6, 27970; doi: 10.1038 / srep27970 (2016).
- Olivares-Carrillo P, de los Rias AP, Quesada-Medina J, Hernandez Cifre JG, Diaz Banos FG: Viskozita jako měřítko změn složení oleje v důsledku tepelné degradace, Appl. Rheol. 24 (2014) 53667.
Navrhované produkty pro aplikaci
- Široký rozsah viskozity - sledujte celý proces
- Opakovatelná měření v newtonských i nenewtonských tekutinách, jednofázových i vícefázových tekutinách
- Hermeticky uzavřené, všechny části z nerezové oceli 316L zvlhčené
- Vestavěné měření teploty tekutin
- Kompaktní tvarový faktor pro jednoduchou instalaci do stávajících výrobních linek
- Snadno se čistí, není nutná údržba ani nové konfigurace
- Jediný přístroj pro měření hustoty, viskozity a teploty procesu
- Opakovatelná měření v newtonských i nenewtonských tekutinách, jednofázových i vícefázových tekutinách
- Celokovová konstrukce (nerezová ocel 316L)
- Vestavěné měření teploty tekutin
- Kompaktní tvarový faktor pro jednoduchou instalaci do stávajících trubek
- Snadno se čistí, není nutná údržba ani nové konfigurace



