Úvod
Investiční odlitky jsou dnes jednou z nejpopulárnějších metod výroby kovových dílů. Proces odlévání, který se také nazývá proces ztraceného vosku, je relativně jednoduchý, což umožňuje rychlé výrobní rychlosti a současně zajišťuje stálou přesnost rozměrů. Díly, které se obvykle vyrábějí litím, zahrnují ty se složitou geometrií, jako jsou lopatky turbíny nebo součásti střelné zbraně. Běžné jsou také vysokoteplotní aplikace, které zahrnují součásti pro těžbu ropy a zemního plynu, automobilový, letecký a vojenský průmysl. Převodové vidlice se nyní vyrábějí pomocí odlévání místo kování a komplexního obrábění. Nabízí redukci hmotnosti, méně obrábění, vylepšenou dodací lhůtu a nižší náklady na dopravu zásob.
Velikost globálního investičního castingového trhu byla v roce 14.35 odhadnuta na 2018 miliard USD a očekává se, že podle zprávy o průzkumu trhu od roku 4.6 do roku 2025 poroste CAGR o XNUMX% Výzkum Grand View. Existují četné aplikace, kde se převážně používají investiční odlitky - letecký průmysl, výroba energie, střelné zbraně, automobilový, vojenský, komerční, potravinářský, ropný a plynový průmysl a energetický průmysl tyto komponenty používá nejvíce. Rostoucí pronikání investičních odlitků do výroby pokročilých součástí, jako je kompresor, součásti motoru, součásti převodovky a další, pravděpodobně ještě více posílí poptávku na trhu.
Navzdory obrovským aplikačním oblastem a mírné poptávce ze strany koncových uživatelů čelí toto odvětví výzvám spojeným s efektivitou, dodací lhůtou a využíváním kapacity. Lídři v oboru směřují k přijetí pokročilejších technologií, jako je automatizace, průmyslový internet věcí (IIoT) a simulační techniky. Automatizace procesů lití investic pomáhá výrobcům zkrátit dodací lhůty, zlepšit využití kapacity a optimalizovat účinnost.


editaci videa
Investiční lití je výrobní proces, ve kterém je voskový vzor potažen žáruvzdorným keramickým materiálem. Jakmile ztvrdne keramický materiál, získá jeho vnitřní geometrie tvar odlitku. Vosk se roztaví a roztavený kov se nalije do dutiny, kde byl voskový vzor. Kov ztuhne v keramické formě a poté se kovové pouzdro rozlomí.
Potahování žáruvzdorného keramického materiálu (keramické kaše) může být provedeno v jednom nebo více stupních, přičemž druhý z nich často zahrnuje první stupeň zapouzdření s vysokou přesností řízení tloušťky a hustoty povlaku. Části substrátu mohou být po potažení a ztuhnutí trvalé nebo odstranitelné, aby povlak zůstal jako volně stojící část (investiční lití). Složité geometrie povrchu substrátu a vnitřní opětovné povrchové povrchy lze regulovatelně potahovat. Keramický odlitek představuje zvláštní výzvy, jak dosáhnout spolehlivých charakteristik kalu a spolehlivě je měřit, včetně měření viskozity pro vlastní potřebu a jako indikátor dalších charakteristik. Po potažení jsou keramické díly vypalovány, aby se dosáhlo maximální pevnosti, rozměrů a morfologie jako hotových výrobků. Výtěžnost použitelných produktů závisí na spolehlivém lakování.
Kvalita keramické skořápky závisí na složení kaše a procesu, kterým je vytvořena. Mezi typické přísady v kaši pro investiční lití patří: koloidní silika, voda a / nebo polymery, smáčedla, protipěnivá činidla a žáruvzdorné mouky. Všechny tyto složky hrají důležitou roli v chování kaše a výsledných vlastnostech skořápky. Suroviny (žáruvzdorné, pojivo, smáčedlo a odpěňovač) použité k výrobě suspenze hrají hlavní roli při určování celkových konečných charakteristik keramických obalů. Vhodná volba keramických materiálů může vést k hladké povrchové úpravě a vysoké přesnosti kovových odlitků.
Viskozita kalu
Samotné dobré složení kaše nemůže zaručit výrobu hladké skořápky bez vad, pokud je kaše připravena nedostatečným způsobem. Metodiky kontroly kejdy se v slévárnách značně liší v závislosti na přidružených produktových řadách a požadovaných specifikacích. Cílem přípravy suspenze je produkovat stabilní kaše, které musí splňovat danou sadu parametrů suspenze. Aby byly kaše považovány za stabilní, musí být důkladně promíchány a jejich hodnoty viskozity musí být stabilní.
Řízení suspenze je jednou z nejdůležitějších operací procesu lití do formy, přičemž kritickým parametrem je viskozita suspenze. Viskozita kaše je měření tokových charakteristik kaše a je jedním z nejpoužívanějších kontrolních testů v průmyslu. Klíčové body o tom, jak je viskozita kalu při procesu lití za investice kritická, jsou následující:
- Viskozita suspenze závisí na složení (poměr plniva k pojivu) a také na době stárnutí a je důležitým ukazatelem stabilita kalu. To je zpočátku vysoké, když jsou kaše smíchány; avšak jak míchání pokračuje a žáruvzdorný materiál je zvlhčován a vzduch je uvolňován, viskozita klesá a asymptoticky se přibližuje ke stabilní hodnotě.
- povrchová úprava bude důležitou charakteristikou odlitku, proto musí být kvalita povrchu keramického pláště pro investiční odlévání kovových slitin dostatečná. Povrchová úprava je vysoce závislá na viskozitě primární kaše a na celkové stabilitě směsi kaše.
- Viskozita je účinným ukazatelem Distribuce velikosti částic břečky. Změny distribuce velikosti částic keramické mouky (prášku) mohou ovlivnit vlastnosti suspenze, včetně hustoty suspenze, reologie a tloušťky povlaku. Vlastnosti prostředí, které mohou být ovlivněny, jsou propustnost, tepelné vlastnosti, tloušťka, pokrytí hran a pevnost. Pro kritické aplikace, jako je odlévání titanu a DS/SC, může kontrola velikosti částic znamenat rozdíl mezi úspěchem a neúspěchem. Kontinuální měření viskozityoring a provedení požadovaných úprav kaše je nezbytné pro dosažení správných vlastností keramické skořepiny a případně i vytavitelných odlitků.
- Pro dosažení cíle je nezbytné nepřetržité řízení procesu ohybová síla investičního pláště. Zvýšení viskozity kalu zvyšuje pevnost v ohybu investičního pláště, ale klesá za omezující viskozitu. To lze přičíst většímu obsahu žáruvzdorné mouky pro daný obsah pojiva.
- Výběr jakéhokoli žáruvzdorného výplňového materiálu pro výrobu skořepin závisí na široké škále faktorů, které mohou ovlivnit vlastnosti zatmelovací kaše, skořepiny a odlitku a také hospodárnost procesu. Obecně se zirkonová moučka používá jako primární suspenzní materiál v procesu odlévání keramických skořepin, ale je to velmi nákladné. Proto nepřetržité monitoring a řízení viskozity může udržet náklady na procesy nízké s významnými úsporami materiálu, sníženou spotřebou rozpouštědla a optimální spotřebou energie během procesu míchání.
- Je třeba udržovat vhodnou viskozitu suspenze tak, aby byla zachována vyhněte se problémům se skořápkou jako je praskání. Primární vrstva musí odolávat tlaku z rozpínajícího se vosku, jak je zahřívána během fáze odstraňování vosku, a také musí přežít přísná manipulace během procesu vytváření skořápky.
Viskozita kalu je důležitý konstrukční parametr a je velmi důležité zajistit, aby zůstal v předem stanoveném rozmezí v průběhu potahovacího kroku, aby se zajistila stejnoměrná tloušťka potahu a požadované vlastnosti skořepiny. Když viskozita kolísá mimo specifikaci, povlak keramické kaše bude nerovnoměrný, což nakonec povede ke špatné kvalitě a ovlivní vlastnosti investičního pláště. Vlastnosti skořepiny, které mohou být ovlivněny viskozitou suspenze, jsou drsnost povrchu, tepelná vodivost, chemická reaktivita, propustnost a pevnost skořepiny. Vysoce viskózní potahovací roztoky vedou k lepkavosti a způsobují obtíže při přenosu na substrát, zatímco nízká viskozita činí pohyblivější a těžší kontrolu a také vede ke zvýšené spotřebě rozpouštědla. Viskozita se zvyšuje, když se nepracuje, a klesá, když je aplikována konstantní síla. Silná korelace mezi teplotou a viskozitou kalu naznačuje, že kolísání teploty může mít drastický dopad na viskozitu, a tedy obecně na proces potahování.
Aby se dosáhlo rovnoměrného povlaku a aby nedošlo k plýtvání materiály a optimalizaci spotřeby energie, je proto velmi žádoucí, aby se viskozita suspenze automaticky regulovala na v podstatě konstantní hodnotu. In-line sledování viskozity v reálném časeoring a kontroly v procesu povlakování je zásadní zlepšit výkon a snížit náklady téměř v každém procesu povlékání investičního odlitku. Provozovatelé procesu si uvědomují potřebu viskozimetru, který monitoruje viskozitu a teplotu, a mohl by použít viskozitu s kompenzací teploty jako klíčovou procesní proměnnou pro zajištění konzistence a snížení míry odmítnutí finálních investičních odlitků.
pH kaše a její vliv na riziko gelovatění
V procesu potahování se suspenze udržuje v procesu na konzistentní viskozitě s probíhající gelovou reakcí. Toho se dosáhne přidáním přebytečné vody tak, aby se snížil obsah oxidu křemičitého. Ředění ve skutečnosti znamená, že částice oxidu křemičitého jsou dále od sebe, a proto interagují méně často a je udržován určitý stupeň stability. Avšak neustále se snižující obsah oxidu křemičitého a zvyšující se viskozita pojiva není nikdy dobrá věc a nakonec suspenze buď ztratí svoji vazebnou sílu, protože oxid křemičitý je tak snížený, nebo špatná charakteristika toku vede ke špatnému sestavení skořepiny, což má za následek odlévání.
Snížení pH snižuje odpudivé síly, které udržují koloidní částice od sebe a mohou způsobit, že se částice srážejí a želatinují, proto je pH kalů kritické a klíčovým určujícím činitelem pro kvalitu kaše. Obecně platí, že jakmile se pH suspenze blíží k minimálním nebo maximálním doporučeným limitům, suspenze je vyšší riziko gelovatění. Žáruvzdorné materiály, vosky a voda mohou mít všechny složky, které snižují pH suspenzí. Růst mikrobů také snižuje pH kalů. Mikroby lze kontrolovat přidáním biocidů, zatímco výběr vosků a žáruvzdorných materiálů nemusí být tak snadno kontrolovatelný. pH suspenzí lze zvýšit přidáním zředěného hydroxidu amonného a triethanolaminu. Proto nepřetržité monitoring a řízení hodnoty pH pomocí zpětnovazebního řízení suspenze může snížit riziko gelovatění.
Proč viskozita (a pH) monitoring & kontrola je kritická v procesu potahování suspenzí u investičního lití?
Široké a významné výhody s viskozitou a řízením pH při procesu nanášení kaše při investičním lití jsou:
- Kvalita investičního pláště a casting: Zatmelovací skořápky musí odpovídat specifikacím hotového produktu a řízení procesu je rozhodující pro dosažení téhož. Změny viskozity způsobují významnou změnu v kvalitě povlaku. Povrchová úprava je vysoce závislá na viskozitě primární kaše a celkové stabilitě směsi kaše. In-line měření viskozityoring a kontrola může pomoci dosáhnout požadované kvality povlaku.
- Snižte vady: Kontrola viskozity může pomoci zmírnit četnost miscí v procesu nanášení - lepení a vychystávání, twinning, loupání, štípání, praskání, drsnost, puchýře, přemostění a eroze povrchu a snížení špatné charakteristiky toku, což vede ke špatné stavbě skořápky, což má za následek vady odlitku.
- Lepší výnos: Zajištění konzistence během procesu povlakování výrazně snižuje míru odmítnutí, což šetří náklady a čas a pomáhá při postupech kontinuálního lití. Techniky offline měření jsou zdlouhavé a nespolehlivé a kromě toho, že způsobují vysoké osobní náklady na vzorkování a provádění testů, zahrnují obrovské zpoždění.
- Správné vlastnosti: Špatná kvalita povlaku může nepříznivě ovlivnit žádoucí vlastnosti investičních obalů - drsnost povrchu, tepelná vodivost, chemická reaktivita, propustnost a pevnost skořepiny, což zase ovlivňuje kvalitu investičních odlitků. Všechny tyto vlastnosti závisí na tom, jak dobře je proces potahování řízen, a proto je rozhodující kontrola viskozity.
- Efektivní procesy: Automatizace v oblasti snímání viskozity a pH a řízení v procesech lití investic může výrobcům pomoci zkrátit dodací lhůty, zvýšit využití kapacity a optimalizovat účinnost.
- Cena: Povlak s nesprávnou viskozitou poškozuje více než jen kvalitu. Špatná správa viskozity zvyšuje využití prášku, pojiva a rozpouštědel a ovlivňuje ziskové marže. Kontinuální měření viskozity během procesu míchání může zajistit homogenitu, optimalizovat spotřebu energie a snížit použití rozpouštědla.
- Odpad: Materiály odmítnuté kvůli špatné kvalitě mohou být sníženy správným řízením viskozity.
- Účinnost: Odstranění ručního řízení viskozity uvolňuje čas obsluhy a umožňuje jim soustředit se na další úkoly.
- Šetrný k životnímu prostředí: Snížení používání pigmentu a rozpouštědla je dobré pro životní prostředí.
- Dodržování předpisů: Globální a národní předpisy řídí celkové vlastnosti investičních odlitků. Nedodržení kvůli variabilitě výroby může vést k významným škodám a ztrátám zákazníků kromě závazků vyplývajících z vadného zpracování ve výrobním procesu.
Aby byla zajištěna konzistentní vysoce kvalitní a stejnoměrná povrchová úprava, je změna viskozity v průběhu procesního proudu monitorována v reálném čase, přičemž se provádí měření od základní linie, nikoli pouze měření absolutních hodnot, a provádí se úpravy viskozity úpravou rozpouštědel a kompenzací teploty. udržujte celý proces lakování ve stanovených mezích. S kontinuálním online sledováním viskozityoringpočáteční tvorba slupky může být řízena efektivněji, čímž se výrazně zlepší metalurgické vlastnosti konečného produktu.
Výzvy v procesu
Provozovatelé na trhu s odlitky si uvědomují potřebu sledovat viskozitu, ale provádění tohoto měření mimo laboratoř má v průběhu let náročné procesní inženýry a oddělení kvality. Stávající laboratorní viskozimetry mají v procesních prostředích malou hodnotu, protože viskozita je přímo ovlivněna teplotou, smykovou rychlostí a dalšími proměnnými, které se velmi liší off-line od toho, co jsou in-line. Běžné způsoby řízení viskozity kašovitého povlaku se ukázaly jako nedostatečné i v aplikacích, kde je povolena velká variabilita viskozity.
Tradičně změřili viskozitu kaše pomocí průtokového kelímku Zahn provozovatelé v oboru investičního odlévání. Měření se uvádí jako čas, který uplynul, než objem pohárku protéká otvorem ve spodní části pohárku. Koncový bod zkoušky musí být zvolen tak, aby byl konzistentní od testu k testu. Tento postup je chaotický a časově náročný. Je nepřesná, nekonzistentní a neopakovatelná i se zkušeným operátorem. V procesu kontinuálního lití způsobuje vzorkování intervalu nadměrné zpoždění. Viskozitu kalu nelze upravit v reálném čase. Kromě toho jsou otevřené různé nádoby obsahující kal; v důsledku změn okolní teploty, vlhkosti a dalších faktorů, jako je teplota, suché klima, jsou rozpouštědla pravděpodobně těkavá, takže technika měření viskozity založená na pohárku se stává neúčinnou.
Viskozita a další s tím související vlastnosti (např. Smyková rychlost a hmotnostní procento pevných látek) se mění s hloubkou v nádrži obsahující podstatná množství keramické kaše, podmínky pohybu kaše (obecně indukované k udržení homogenity), zachycení odlitými částmi a doplnění nebo úpravy. Existuje několik přístupů k měření viskozity online pomocí přístrojových sond vložených do licí lázně v různých hloubkách, ale byly náchylné k driftu a chybám v průběhu odlévacích operací a některé mohou vyžadovat časté odstraňování, čištění nebo výměnu, prostoje a rekalibraci. sond a nástrojů. Některé sondy mohou být vyčištěny in situ, ale jsou vystaveny selhání v důsledku vystavení nežádoucímu a proměnlivému potahování měničových prvků.
Rheonics' Řešení
Automatizované in-line měření a řízení viskozity je zásadní pro řízení složení nátěru a aplikační viskozity. Rheonics nabízí následující řešení, založená na vyváženém torzním rezonátoru, pro řízení procesu a optimalizaci v procesu povlakování:
- Online Viskozita Měření: Rheonics" SRV je široký rozsah, in-line zařízení pro měření viskozity s vestavěným měřením teploty tekutiny a je schopné detekovat změny viskozity v jakémkoli procesním proudu v reálném čase.
- Online Viskozita a hustota Měření: Rheonics" SRD je in-line simultánní přístroj na měření hustoty a viskozity s vestavěným měřením teploty tekutiny. Pokud je pro vaši činnost důležité měření hustoty, SRD je nejlepším senzorem, který vyhoví vašim potřebám, s provozními schopnostmi podobnými SRV a přesným měřením hustoty.
Senzor je hermeticky zapouzdřený, a proto jeho výkon není ovlivněn turbulencí a nehomogenitou tekutin. Automatizované online měření viskozity pomocí SRV nebo SRD eliminuje rozdíly v odběru vzorků a laboratorních technikách. Senzor se instaluje buď do nádoby na potahování, nebo do potrubí, kterým je potah čerpán do aplikátoru, přičemž nepřetržitě měří viskozitu formulovaného systému (a hustotu v případě SRD). Konzistence povlaku je dosažena automatizací dávkovacího systému prostřednictvím procesního regulátoru na základě viskozity v reálném čase a měření teploty. Použitím SRV / SRD v linii procesu nanášení povlaku se zvyšuje účinnost přenosu povlaku, což zvyšuje produktivitu, ziskové marže a environmentální / regulační cíle. Senzory mají kompaktní tvarový faktor pro jednoduchou instalaci OEM a dovybavení. Nevyžadují žádnou údržbu ani překonfigurování. Senzory nabízejí přesné a opakovatelné výsledky bez ohledu na to, kde a kde jsou namontovány, bez nutnosti speciálních komor, gumových těsnění nebo mechanické ochrany. Bez použití spotřebního materiálu jsou SRV a SRD extrémně snadno ovladatelné s nulovou údržbou.
Rheonics nabízí integrovaný samostatný monitor viskozity a pHoring a řídicím systémem. The Rheonics Kašička Monitoring and Control system využívá in-line viskozimetry s in-line pH sondami k monitorování viskozity a pH suspenze v reálném čase. Rozpouštědlové a aditivní ventily jsou ovládány tak, aby přidávaly správnou dávku, aby byla zajištěna absolutní kontrola charakteristik suspenze během procesu míchání a potahování.

Rheonics'Výhoda
Kompaktní tvarový faktor, žádné pohyblivé části a nevyžaduje žádnou údržbu
RheonicsSRV a SRD mají velmi malý tvarový faktor pro jednoduchou OEM a dodatečnou instalaci. Umožňují snadnou integraci do jakéhokoli procesního toku. Snadno se čistí a nevyžadují žádnou údržbu ani přestavování. Jejich malá půdorysná plocha umožňuje jednoduchou instalaci přímo na lince, aniž by na potahovacím stroji vyžadovala další prostor nebo adaptér.

Vysoká stabilita a necitlivost na montážní podmínky: Je možná jakákoli konfigurace
Rheonics SRV a SRD používají unikátní patentovaný koaxiální rezonátor, ve kterém se dva konce senzorů stáčejí v opačných směrech, čímž se ruší reakční momenty na jejich montáži, a proto jsou zcela necitlivé na montážní podmínky a průtoky. Tyto senzory si snadno poradí s pravidelným přemisťováním. Snímací prvek je umístěn přímo v kapalině, nevyžaduje žádné speciální pouzdro nebo ochrannou klec.

Okamžité přesné odečty za podmínek - kompletní přehled systému a prediktivní kontrola
RheonicsSoftware je výkonný, intuitivní a pohodlný na používání. Viskozitu v reálném čase lze sledovat na počítači. Více senzorů rozmístěných po celé továrně je řízeno z jediné palubní desky. Žádný vliv tlakové pulsace z čerpání na činnost snímače nebo přesnost měření. Kromě toho je snímač necitlivý na jakékoli vibrace nebo elektrický šum z externích strojů.
Snadná instalace bez nutnosti opětovných konfigurací / rekalibrací
Vyměňte senzory bez výměny nebo přeprogramování elektroniky s nejnižší úpravou zařízení a náklady na implementaci.
Náhradní díly pro snímač i elektroniku bez nutnosti aktualizace firmwaru nebo změny kalibračního koeficientu.
Snadná montáž. Šrouby do XNUMX/XNUMX “NPT závitových řadových tvarovek nebo přírubových spojů.
Žádné komory, O-ring těsnění nebo těsnění.
Snadno se vyjme pro čištění nebo kontrolu.
SRV k dispozici s přírubou, DIN 11851 hygienické a tri-clamp připojení pro snadnou montáž a demontáž.
Nízká spotřeba energie
24 V DC napájení s méně než 0.1 A odběrem proudu během normálního provozu (méně než 3 W)
Rychlá doba odezvy a teplota kompenzují viskozitu
Ultra rychlá a robustní elektronika v kombinaci s komplexními výpočetními modely dělá Rheonics zařízení patří k nejrychlejším a nejpřesnějším v oboru. SRV a SRD poskytují v reálném čase přesné měření viskozity (a hustoty u SRD) každou sekundu a nejsou ovlivněny změnami průtoku!
Široké operační schopnosti
RheonicsPřístroje jsou konstruovány tak, aby prováděly měření v nejnáročnějších podmínkách. SRV má nejširší provozní rozsah na trhu pro inline procesní viskozimetry:
- Rozsah tlaku až 5000 psi a vyšší
- Rozsah teplot od -40 do 300 ° C
- Rozsah viskozity: 0.5 cP až 50,000 XNUMX+ cP
SRD: Jeden nástroj, trojitá funkce - Viskozita, teplota a hustota
Rheonics" SRD je jedinečný produkt, který nahrazuje tři různé přístroje pro měření viskozity, hustoty a teploty. Eliminuje potíže se společným umístěním tří různých nástrojů a poskytuje extrémně přesná a opakovatelná měření v nejnáročnějších podmínkách.
Dosáhněte správné kvality srsti, snižte náklady a zvyšte produktivitu
Integrujte SRV / SRD do výrobní linky a zajistěte rovnoměrnost a konzistenci během procesu povlakování. Dosahujte konstantní kvality suspenze bez obav o změny pH. SRV (a SRD) neustále sleduje a řídí viskozitu (a hustotu v případě SRD) a zabraňuje nadužívání drahých pigmentů a rozpouštědel. Spolehlivé a automatické řízení zajišťuje, že procesy běží rychleji a šetří čas obsluhy. Optimalizujte proces nanášení pomocí SRV a zažijte menší míru odmítnutí, menší plýtvání, méně stížností zákazníků, méně odstávek lisu a úspory nákladů na materiál. A na konci toho všeho přispívá k lepšímu výsledku a lepšímu prostředí!
Vyčistěte na místě (CIP)
SRV (a SRD) monitoruje čištění inkoustových čar po monitoring viskozitu (a hustotu) rozpouštědla během fáze čištění. Jakékoli malé zbytky jsou detekovány senzorem, což operátorovi umožňuje rozhodnout, kdy je linka pro daný účel čistá. Alternativně SRV poskytuje informace do automatizovaného čisticího systému, aby bylo zajištěno úplné a opakovatelné čištění mezi běhy. Senzorové sondy nejsou ovlivněny žádnou expozicí a poskytují opakovatelné výsledky i v těch nejdrsnějších podmínkách.
Špičkový design a technologie senzorů
Sofistikovaná, patentovaná elektronika 3. generace tyto senzory pohání a vyhodnocuje jejich odezvu. SRV a SRD jsou k dispozici s průmyslovými standardními procesními připojeními, jako jsou ¾” NPT a 1” Tri-clamp umožňuje operátorům nahradit stávající teplotní senzor ve své procesní lince za SRV/SRD poskytující kromě přesného měření teploty kromě přesného měření teploty také informace o procesních tekutinách, jako je viskozita, vysoce hodnotné a použitelné informace o procesních tekutinách pomocí vestavěného Pt1000 (k dispozici DIN EN 60751 třída AA, A, B) .
Šetrný k životnímu prostředí
Snižte používání VOC (těkavých organických sloučenin) ve vašem procesu a snižujte energii potřebnou k jeho regeneraci nebo likvidaci. Vyrábět inteligentně a přitom šetřit náklady, zajišťovat vysokou kvalitu a chránit životní prostředí.
Elektronika postavená podle vašich potřeb
Snímací elektronika, která je k dispozici v krytu převodníku odolném proti výbuchu i v malém provedení na DIN lištu, umožňuje snadnou integraci do procesních potrubí a do skříní strojů.


Snadná integrace
Mnoho analogových a digitálních komunikačních metod implementovaných v senzorové elektronice umožňuje snadné a snadné připojení k průmyslovým PLC a řídicím systémům.

Shoda s ATEX a IECEx
Rheonics nabízí jiskrově bezpečné senzory certifikované podle ATEX a IECEx pro použití v nebezpečném prostředí. Tyto senzory splňují základní zdravotní a bezpečnostní požadavky týkající se návrhu a konstrukce zařízení a ochranných systémů určených pro použití v prostředí s nebezpečím výbuchu.
Vlastní certifikace pro jiskrovou bezpečnost a odolnost proti výbuchu Rheonics také umožňuje přizpůsobení stávajícího senzoru, což našim zákazníkům umožňuje vyhnout se času a nákladům spojeným s identifikací a testováním alternativy. Vlastní senzory mohou být poskytnuty pro aplikace, které vyžadují jednu jednotku až tisíce jednotek; s dodacími lhůtami týdny versus měsíce.


Implementace
Přímo nainstalujte snímač do proudu procesu a proveďte měření viskozity a hustoty v reálném čase. Není nutné žádné obtokové vedení: senzor lze ponořit do potrubí. Průtok a vibrace neovlivňují stabilitu a přesnost měření. Optimalizujte účinnost míchání a nanášení kejdy během stavby skořápky poskytováním opakovaných, po sobě jdoucích a konzistentních testů kapaliny.
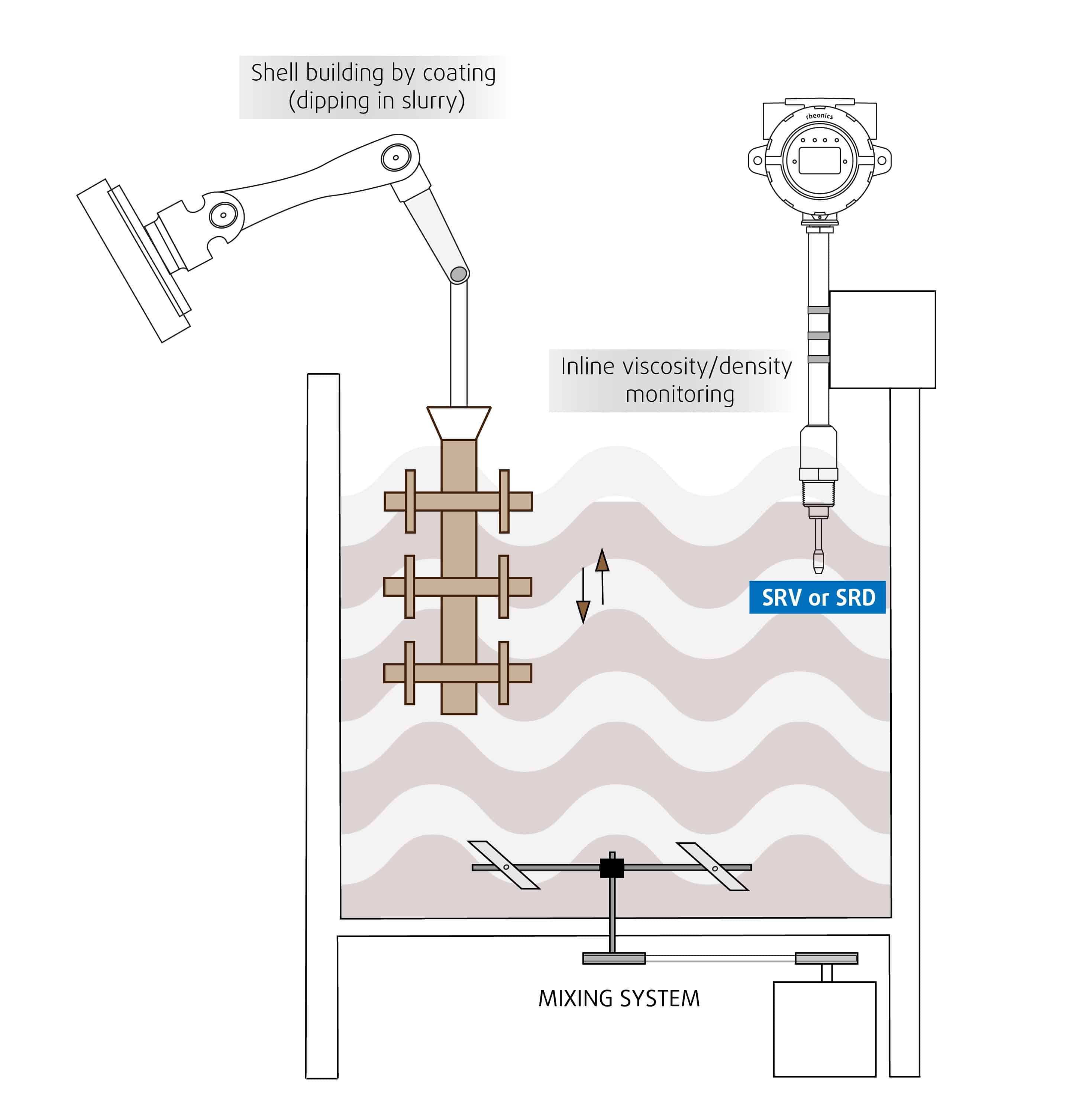
SRV / SRD v míchacích nádržích na keramickou suspenzi během míchání a nanášení na stavbu pláště - schéma s možným umístěním senzoru
Aktualizace aplikací – od Rheonics Blog

Rheonics Technical Session & Booth na WCIC Expo, Investment Casting Institute – srpen 2022 v Anaheimu, Kalifornie, USA
Téma Kontrola viskozity pro konzistentní stavbu skořepiny odlévání Datum a čas 22. srpna 2022 od 13:30 do 14:00, Anaheim, Kalifornie,…

Rheonics Technický webinář – ICI (Investment Casting Institute) – Foundry 4.0 – Vysoká kvalita, efektivní stavba skořepiny bez vad
Topic Foundry 4.0 – Vysoce kvalitní, bezvadná a efektivní skořepina vyžaduje monitorování viskozity v reálném časeoring a kontrola keramických kalů Datum…

Funkce INCAST Rheonics – „Foundry 4.0 – Inteligentní přesné lití vyžaduje kontrolu viskozity keramických kalů“
Časopis zaměřený na investiční odvětví – INCAST Mag (https://www.investmentcasting.org/current-issue.html) publikuje hlavní článek o Rheonics inline viskozimetr SRV a…
Inteligentní slévárny - ovladače pro osvojení konceptu Průmyslu 4.0 a digitalizace
Mnoho parametrů může změnit kvalitu keramické kaše při lití přes jednotlivé šarže - Kolísání teploty a vlhkosti, míchací zařízení…

Rheonics je nyní členem Investment Casting Institute
S potěšením vám oznamujeme, že jsme nyní členy Institutu pro investiční casting! Jako členové ICI…
Rheonics Výběr nástroje
Rheonics navrhuje, vyrábí a prodává inovativní snímání kapalin a monitoring systémy. Precizní výroba ve Švýcarsku, RheonicsIn-line viskozimetry a hustoměry mají citlivost požadovanou aplikací a spolehlivost potřebnou k přežití v drsném provozním prostředí. Stabilní výsledky – i za nepříznivých podmínek proudění. Žádný vliv poklesu tlaku nebo průtoku. Stejně dobře se hodí pro měření kontroly kvality v laboratoři. Pro měření v celém rozsahu není třeba měnit žádnou součást nebo parametr.
Navrhované produkty pro aplikaci
- Široký rozsah viskozity - sledujte celý proces
- Opakovatelná měření v newtonských i nenewtonských tekutinách, jednofázových i vícefázových tekutinách
- Hermeticky uzavřené, všechny části z nerezové oceli 316L zvlhčené
- Vestavěné měření teploty tekutin
- Kompaktní tvarový faktor pro jednoduchou instalaci do stávajících výrobních linek
- Snadno se čistí, není nutná údržba ani nové konfigurace
- Jediný přístroj pro měření hustoty, viskozity a teploty procesu
- Opakovatelná měření v newtonských i nenewtonských tekutinách, jednofázových i vícefázových tekutinách
- Celokovová konstrukce (nerezová ocel 316L)
- Vestavěné měření teploty tekutin
- Kompaktní tvarový faktor pro jednoduchou instalaci do stávajících trubek
- Snadno se čistí, není nutná údržba ani nové konfigurace



